C'est souvent lors de l'ébauche que se cache la durée réelle du cycle CNC. Une poche qui semble simple sur le plan peut se transformer, une fois sur la machine, en une longue séquence de coupes intensives, d'avances prudentes et de problèmes de gestion thermique. Le fraisage à haut rendement, souvent abrégé en HEM, résout ce problème en maîtrisant l'engagement de la fraise tout en augmentant la vitesse d'avance et la profondeur de coupe axiale.
Le résultat peut être spectaculaire. Un article de la revue *Modern Machine Shop* consacré aux techniques de fraisage à haut rendement souligne que les temps de cycle d'ébauche peuvent être réduits jusqu'à 80 % dans certaines applications, même si cela ne concerne souvent que certaines caractéristiques des pièces.
Cela explique toutefois pourquoi le fraisage à haut rendement est devenu une stratégie d'usinage HEM incontournable pour les ateliers qui cherchent à réduire la durée des cycles d'ébauche sur les machines CNC. Lorsque la pièce, la machine, le système de serrage, la fraise et CAM sont bien adaptés les uns aux autres, le HEM permet d'enlever de la matière plus rapidement tout en exerçant moins de contraintes concentrées sur l'outil.
Qu'est-ce que le fraisage à haut rendement ?
L'HEM est une stratégie d'ébauche qui utilise une profondeur de coupe radiale réduite, une profondeur de coupe axiale plus importante et une vitesse d'avance plus élevée que la plupart des méthodes d'ébauche classiques. En termes simples, la fraise effectue une coupe latérale plus étroite, coupe plus profondément sur toute sa longueur et se déplace plus rapidement à travers le matériau.
Cette combinaison est importante car elle répartit la chaleur et l’usure sur une plus grande partie du tranchant. Machining Doctor explique que la profondeur de coupe en fraisage comporte deux dimensions : la profondeur de coupe radiale, qui correspond à l’engagement perpendiculaire à l’axe de l’outil, et la profondeur de coupe axiale, qui correspond à l’engagement le long de l’axe de l’outil. Dans le procédé HEM, l’équilibre s’oriente vers un engagement radial plus léger et un engagement axial plus profond.
Les termes clés sont les suivants :
- Profondeur de coupe radiale (RDOC) : distance parcourue par l'outil latéralement dans le matériau.
- Profondeur de coupe axiale (ADOC) : profondeur à laquelle l'outil pénètre le long de son axe central.
- Charge de copeaux : épaisseur de matière enlevée par chaque dent.
- Angle d'engagement : partie de la fraise qui est en contact avec la pièce à usiner à tout moment.
Dans l'ébauche conventionnelle lourde, il est courant d'utiliser un grand pas de passe et une profondeur de coupe axiale plus faible. Dans le HEM, la profondeur de coupe radiale est réduite et la profondeur de coupe axiale est augmentée. Kennametal décrit ses fraises dynamiques comme étant conçues pour un engagement radial faible et une longueur de coupe maximale, ce qui résume bien le principe mécanique à la base de cette stratégie.
L'objectif est de rendre les forces de coupe plus prévisibles, d'exploiter davantage la longueur de la goujure et d'éviter les pics soudains de charge sur l'outil. C'est pourquoi la méthode HEM est souvent décrite comme une approche à engagement constant. Le but est d'empêcher que la fraise ne soit soumise à une charge importante dans une zone précise, en particulier dans les angles, les rainures et les poches où l'engagement peut augmenter rapidement.
Les travaux universitaires viennent étayer ce principe. Les recherches sur la planification de trajectoires d'outils de type trochoïdal décrivent l'angle d'engagement constant comme un moyen d'améliorer la stabilité du fraisage à haut rendement, en particulier lorsque la variation de l'engagement de la fraise peut entraîner des vibrations ou une coupe inefficace.
Les chiffres : comment la technologie HEM réduit le temps d'ébauche
Le principal avantage du HEM réside dans la réduction du temps de cycle d'ébauche. Dans une application adaptée, les gains proviennent de la combinaison de trois effets.
Premièrement, un faible pas de coupe réduit la force de coupe radiale. L'outil s'enfonce moins profondément dans le matériau, ce qui lui permet de se déplacer plus rapidement sans être surchargé. Deuxièmement, une coupe axiale plus profonde exploite davantage la longueur de la goujure, ce qui répartit l'usure sur l'ensemble de la fraise au lieu de la concentrer près de la pointe de l'outil. Troisièmement, l'amincissement radial du copeau permet d'augmenter l'avance programmée par dent tout en conservant une épaisseur de copeau adéquate.
C'est ainsi que la technologie HEM permet d'enlever davantage de matière par minute sans pour autant exercer une pression plus forte sur l'outil lors de la coupe. Au lieu d'effectuer une coupe large et lente, la fraise réalise une coupe étroite et contrôlée, avec une avance plus élevée et une profondeur de coupe plus importante.
Un exemple simple illustre pourquoi le gain de temps total par pièce dépend de la pièce elle-même. Supposons qu’une pièce nécessite 40 minutes d’ébauche, 10 minutes de finition et 5 minutes pour les changements d’outils, le palpage et la manutention. Si la technologie HEM réduit le temps d’ébauche de 60 %, la durée totale du cycle passe de 55 minutes à 31 minutes. Si le temps d’ébauche est réduit de 80 %, la durée totale du cycle tombe à 23 minutes.
Cela représente tout de même une économie considérable, mais cela montre également pourquoi les affirmations « ébauche 80 % plus rapide » et « cycle total de la pièce 80 % plus rapide » sont différentes. La technologie HEM a un impact maximal lorsque l’ébauche représente une part importante du programme, que l’enlèvement de matière est important et que la machine, le système de serrage et l’outillage permettent de mettre en œuvre cette stratégie.
Le fraisage trochoïdal expliqué
Le fraisage trochoïdal est l'un des types de trajectoires d'outils les plus connus en HEM. Au lieu de fraiser en ligne droite à travers le matériau en utilisant toute la largeur de la fraise, l'outil se déplace en effectuant une série d'arcs circulaires ou en boucle. Chaque arc enlève une quantité contrôlée de matière, puis la fraise avance et répète le mouvement.
Cela permet de limiter l'engagement radial et contribue à maintenir une charge de copeaux plus régulière. Cette technique s'avère particulièrement utile lors de la réalisation de rainures, de l'ouverture de poches, de l'usinage d'angles internes serrés ou du travail sur des matériaux plus durs, où un engagement sur toute la largeur générerait trop de chaleur et de force.
Seco Tools décrit le fraisage trochoïdal comme une stratégie de trajectoire d'outil en spirale qui utilise une faible profondeur de coupe radiale et une grande profondeur de coupe axiale pour usiner des rainures plus larges que le diamètre de l'outil. Seco cite également parmi ses avantages l'amincissement radial des copeaux, des vitesses d'avance plus élevées, une précision améliorée et une durée de vie prolongée de l'outil.
Le fraisage trochoïdal permet d'améliorer la durée de vie de l'outil, la stabilité du processus ainsi que la vitesse d'usinage. La fraise est rarement enfoncée dans la coupe. L'outil passe moins de temps en engagement important, les copeaux s'évacuent plus facilement et le programme permet d'éviter les pics de charge soudains.
Iscar souligne également que le fraisage trochoïdal est efficace pour la réalisation de rainures profondes, de poches et de cavités, et qu'il constitue une méthode prometteuse pour les matériaux difficiles à usiner, tels que le titane et les superalliages résistants aux hautes températures.
Voici quelques exemples d'utilisation pertinente :
- Rainures profondes dans lesquelles une coupe sur toute la largeur risquerait de surcharger l'outil.
- Des poches aux angles serrés où la résistance augmente rapidement.
- Composants destinés à l'aérospatiale, au secteur médical et à la fabrication de moules, nécessitant un enlèvement important de matière.
- Des matériaux résistants tels que l'acier inoxydable, le titane et les alliages de nickel.
- Outils à longue portée pour lesquels le contrôle de la flexion est essentiel.
Cette méthode s'avère moins efficace lorsque la pièce présente un ébauche très peu profonde, un serrage instable, une faible accélération de la machine ou des caractéristiques pour lesquelles la longueur supplémentaire du parcours l'emporte sur l'avantage d'une avance plus élevée.
5 stratégies HEM que vous pouvez mettre en œuvre dès aujourd'hui
Commencez par un engagement radial léger
La première mesure concrète consiste à réduire le pas de coupe. De nombreux parcours d'outils HEM utilisent radialement un faible pourcentage du diamètre de la fraise, puis augmentent la profondeur axiale et la vitesse d'avance afin d'accroître le taux d'enlèvement de matière.
À titre indicatif, Sandvik Coromant recommande que la profondeur de coupe radiale maximale en fraisage trochoïdal ne dépasse pas 20 % du diamètre de la fraise. La valeur exacte dépend du diamètre de l'outil, du nombre de goujures, du matériau, de la puissance de la machine, de la saillie de l'outil et de la stratégie de refroidissement.
Une coupe radiale plus légère réduit la charge latérale, mais elle modifie également le rapport entre l'avance programmée par dent et l'épaisseur réelle du copeau. Cela nous amène directement à la stratégie suivante.
Prise en compte de l'amincissement radial de la copeau
Lorsque l'engagement radial diminue, la copeau devient plus fin que ne le laisserait supposer l'avance programmée par dent. Si l'avance n'est pas ajustée, l'outil risque de frotter au lieu de couper proprement. Cela génère de la chaleur, une mauvaise finition et une usure prématurée.
WIDIA explique que lorsque la largeur de coupe radiale est inférieure ou égale à 40 %, l'épaisseur moyenne du copeau diminue et il faut augmenter la vitesse d'avance pour compenser. C'est l'un des aspects les plus importants de la stratégie d'usinage HEM, car une coupe radiale légère ne fonctionne correctement que si l'épaisseur du copeau est adéquate.
Le guide de réduction des copeaux de Machining Doctor décrit le même problème sous-jacent : lorsque la profondeur de coupe radiale est inférieure au rayon de la fraise, la charge de copeaux est inférieure à l'avance par dent. Concrètement, un faible pas de coupe ne signifie pas automatiquement que la fraise coupe correctement. Elle peut frotter si l'avance n'a pas été réglée en fonction de l'épaisseur réelle des copeaux.
Pour les programmeurs, la conclusion pratique est simple : ne copiez pas une vitesse d'avance conventionnelle dans un parcours d'outil HEM. Utilisez les données d'outillage, un calculateur d'amincissement des copeaux, les recommandations CAM et un processus de validation sécurisé.
Utilisez davantage la longueur de la flûte
La technologie HEM est conçue pour réaliser des passes axiales plus profondes. Plutôt que d'user l'extrémité de la fraise, cette stratégie répartit la charge sur une plus grande partie du tranchant. Avec un réglage adapté, cela permet d'augmenter l'enlèvement de matière tout en prolongeant la durée de vie de l'outil.
Cela ne signifie pas pour autant que chaque opération doive être réalisée avec la longueur de lame maximale. La saillie de l’outil, la rigidité du porte-outil, l’état de la machine et le réglage de la pièce sont autant de facteurs à prendre en compte. Pour les outils à longue portée, réduisez l’agressivité et surveillez l’apparition de vibrations. Pour les configurations plus courtes et rigides, c’est avec un engagement axial plus profond que la technologie HEM offre souvent ses meilleurs gains en dégrossissage.
Le principe est simple : si l'outil de coupe peut exploiter davantage son arête de coupe en toute sécurité, l'atelier peut réduire le nombre de paliers, répartir la chaleur sur une plus grande longueur de goujure et enlever davantage de matière à chaque passe.
Choisissez la bonne lame
Une fraise en bout polyvalente peut convenir pour des essais préliminaires, mais le HEM tire pleinement parti d'outils spécialement conçus pour cette stratégie. Privilégiez les fraises en bout en carbure monobloc dotées d'une géométrie centrale robuste, d'un nombre de cannelures adapté, d'un bon dégagement des copeaux, d'une hélice ou d'un pas variable, ainsi que d'un revêtement adapté au matériau.
Pour les aciers et les alliages plus durs, un nombre plus élevé de cannelures permet de supporter la charge de copeaux plus faible et l'avance plus élevée caractéristiques de l'usinage HEM. Pour l'aluminium, un nombre réduit de cannelures et une évacuation efficace des copeaux sont généralement plus importants.
Le choix de l'outil doit tenir compte de l'ensemble de la configuration. Les conseils de Kennametal en matière de fraises dynamiques mettent en avant des caractéristiques telles que la gestion des copeaux, les options de refroidissement interne et les formes de goujures adaptées à chaque matériau. Ces détails sont importants, car l'usinage HEM génère souvent de nombreux copeaux fins à des vitesses d'avance élevées.
Une fraise courte et rigide montée dans un porte-outil stable permet généralement un engagement axial plus intense qu’un outil à longue portée. Une machine dont l’accélération est limitée peut également avoir du mal à maintenir un mouvement fluide lors de petits arcs et de changements de direction, même si la puissance de la broche semble suffisante sur le papier.
Gérer les copeaux et la chaleur
Le HEM dépend d'une évacuation efficace des copeaux. La recirculation des copeaux peut endommager l'arête de coupe, abîmer la surface et augmenter la charge sur l'outil. Un jet d'air, un arrosage à travers l'outil ou un arrosage à haute pression peuvent s'avérer nécessaires en fonction du matériau et de l'outil de coupe.
Pour l'aluminium, la priorité consiste souvent à évacuer les copeaux et à éviter la formation de bords d'accumulation. Pour les aciers et les alliages résistants à la chaleur, le choix du liquide de refroidissement dépend de l'outillage, du revêtement et des paramètres de coupe. Suivez les recommandations du fournisseur d'outils, puis effectuez une validation sur la machine en tenant compte de la charge de la broche, du bruit, de la couleur des copeaux, de l'usure de l'outil et de la finition de la pièce.
L'évacuation des copeaux revêt une importance particulière dans les poches et les rainures profondes. Dans ces zones, les copeaux peuvent rester coincés près de l'outil et transformer une stratégie HEM stable en une stratégie instable. Si le bruit de la machine change, si la charge de la broche augmente ou si les copeaux commencent à s'accumuler dans la zone d'usinage, réduisez l'agressivité et réglez l'évacuation des copeaux avant d'augmenter à nouveau l'avance.
Comment CAM rendent la MHE pratique
La difficulté avec le fraisage à haut rendement réside dans le fait que le principe est simple, mais que la programmation peut s'avérer complexe. Une bonne trajectoire d'outils HEM doit contrôler l'engagement dans les angles, éviter les charges soudaines sur la fraise, gérer les mouvements d'entrée et de sortie, maintenir l'épaisseur des copeaux et réduire au minimum la coupe à vide.
C'est difficile à réaliser manuellement dès lors que la géométrie n'est plus simple. CAM modernes facilitent cette tâche en calculant des parcours d'outils qui réduisent les pics de contact et adaptent les mouvements dans les angles et les zones étroites.
La documentation d'Autodesk consacrée à la fonction « Adaptive Clearing » explique que cette stratégie maintient un contact constant entre l'outil et le matériau environnant, tout en utilisant des trajectoires de coupe qui minimisent les changements brusques de direction. Autodesk souligne que cela permet de réduire le risque de rupture de l'outil et d'améliorer sa durée de vie.
La page « Dynamic Motion » Mastercam décrit une approche similaire reposant sur les principes de l'usinage par engagement, des pas de coupe plus courts et une épaisseur de copeaux constante. Mastercam que ces parcours d'outils permettent d'utiliser des vitesses d'avance plus élevées et d'accélérer les cycles d'ébauche et de creusage dans des applications concrètes.
Siemens CAM présente également l'ébauche adaptative 3D comme une stratégie d'usinage haute performance qui permet des coupes profondes et une charge d'outil constante, avec des réductions du temps de cycle pouvant atteindre 60 % dans les applications sur matériaux durs.
C'est également dans ce domaine queCAM AI CAM peuvent aider les programmeurs à évaluer plus rapidement les stratégies d'usinage. CAM permet de générer des stratégies d'usinage et des parcours d'outils au sein CAM existants, tout en laissant aux programmeurs la possibilité de les vérifier et de les ajuster avant d'envoyer les données à la machine.
L'essentiel, c'est le contrôle. La simulation HEM doit tout de même être réalisée, vérifiée par rapport au système de serrage, validée en toute sécurité et adaptée à la machine réelle. Le logiciel peut aider à établir une base solide, mais le jugement de l'opérateur reste primordial.
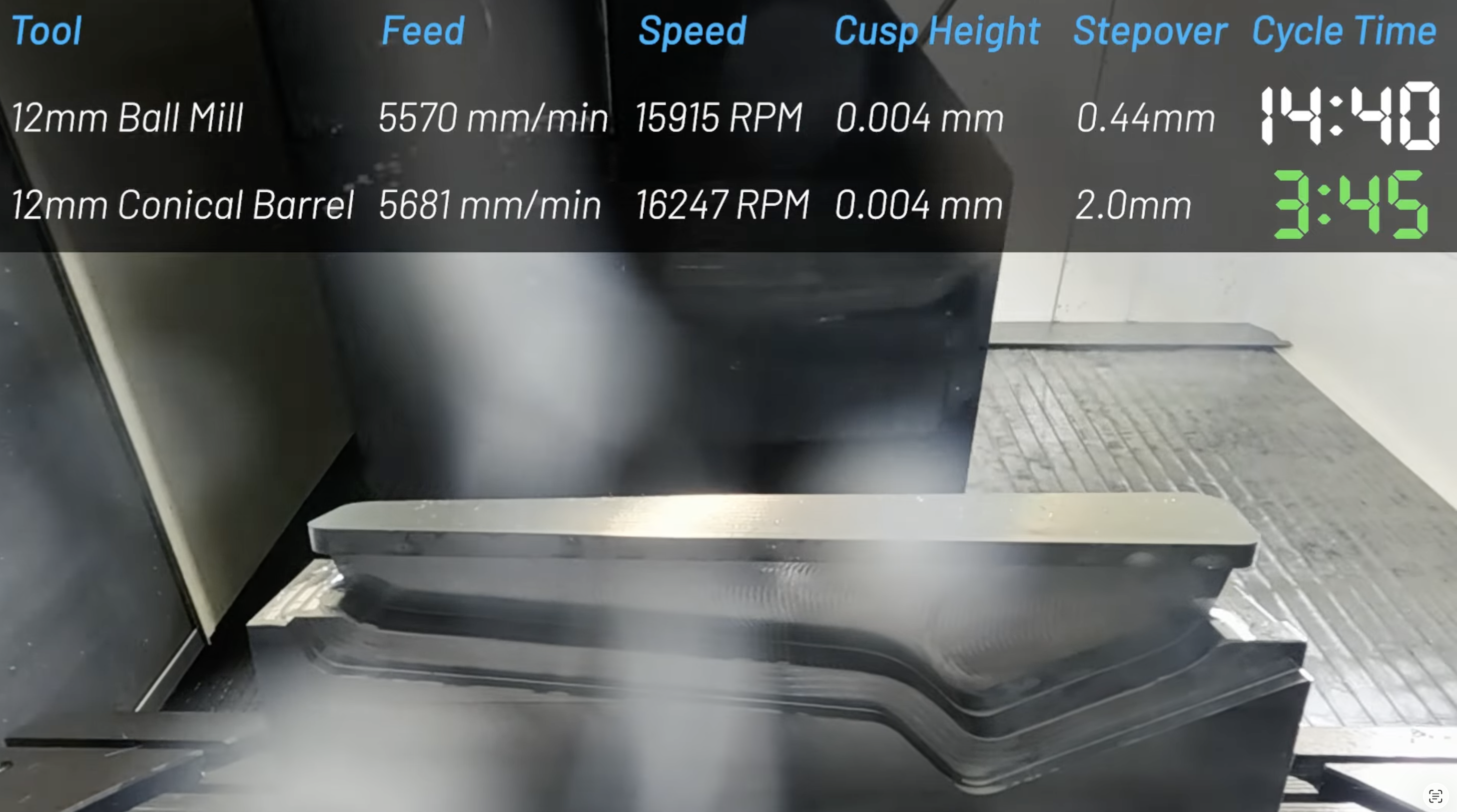
Voici une vidéo présentant certaines des techniques avancées que nous utilisons sur des pièces aérospatiales complexes comportant des éléments de forme libre dans notre usine de Chelmsford :
Erreurs courantes en matière de gestion de l'énergie humaine (HEM) et comment les éviter
Utilisation excessive du « stepover »
L'erreur la plus courante consiste à considérer l'usinage HEM comme un ébauche classique avec une vitesse d'avance plus élevée. Si l'engagement radial est trop important, les forces de coupe augmentent rapidement et l'outil perd la stabilité indispensable au bon fonctionnement de l'usinage HEM. Commencez par des paramètres prudents, puis augmentez-les uniquement lorsque la formation des copeaux, l'usure de l'outil et la charge sur la broche semblent stables.
Ne pas tenir compte de l'amincissement des copeaux
Les petits pas de déport nécessitent une compensation d'avance. Sans celle-ci, l'outil risque de frotter, de générer de la chaleur et de s'user prématurément. Cela peut donner l'impression qu'un programme est fiable sur le papier, alors qu'il se révèle peu performant sur la machine.
Choix d'une géométrie d'outil inadaptée
Une fraise présentant une mauvaise évacuation des copeaux, un dépassement excessif ou un nombre de goujures inadapté peut compromettre l'ensemble de la stratégie. Il convient d'adapter la fraise au matériau, à la profondeur de la poche, à l'engagement radial et au mode d'alimentation en liquide de refroidissement.
Adopter des stratégies trop agressives avec des mains faibles
Le système HEM réduit la force de coupe radiale, mais ne remplace pas la nécessité d'une bonne rigidité. Le serrage de la pièce, la qualité du porte-outil, l'état de la broche et l'accélération de la machine ont tous une incidence sur le résultat. Si le montage manque de rigidité, réduisez la profondeur axiale, l'engagement radial ou la vitesse d'avance avant de chercher à réduire la durée du cycle.
Laisser les angles surcharger la fraise
C'est souvent dans les angles que l'engagement atteint son maximum. Utilisez des parcours d'outil qui maintiennent un engagement constant, réduisez les déplacements latéraux dans les angles et évitez d'enfoncer la fraise. Simulez le parcours d'outil et vérifiez soigneusement les rayons internes serrés.
Oublier tout le cycle
La technologie HEM peut révolutionner l'ébauche, mais elle ne constitue qu'une partie du processus global. Les passes de finition, les changements d'outils, le palpage, l'ébavurage, le chargement et le contrôle continuent d'influencer le rendement global. Suivez la durée totale du cycle avant et après la mise en place de cette technologie afin de mesurer précisément l'amélioration obtenue.
Conclusion finale
Le fraisage à haut rendement est l'un des moyens les plus efficaces de réduire la durée des cycles d'ébauche sur les machines à commande numérique. La stratégie de base est simple : réduire l'engagement radial, augmenter l'engagement axial, tenir compte de l'amincissement des copeaux et utiliser des trajectoires d'outils qui maintiennent la charge de la fraise à un niveau stable.
Les meilleurs résultats sont obtenus lorsque la technologie HEM est considérée comme une stratégie d'usinage complète plutôt que comme une simple vitesse d'avance plus rapide. Il convient d'adapter l'outil au matériau, de contrôler l'évacuation des copeaux, de simuler la trajectoire, de procéder à des essais en toute sécurité et de mesurer la durée totale du cycle. Lorsque la pièce est bien adaptée, la technologie HEM peut transformer l'ébauche, qui est généralement la partie la plus lente du programme, en l'une des principales sources de gains de productivité.
Pour les équipes qui souhaitent revoir leur manière d'élaborer des stratégies d'usinage, CAM peut aider à générer des parcours d'outils au sein CAM existants, ce qui permet aux programmeurs de consacrer davantage de temps à la configuration, à la validation et à l'amélioration des processus.