रफिंग प्रक्रिया में अक्सर सीएनसी साइकिल का समय सबसे अधिक प्रभावित होता है। ड्राइंग पर दिखने वाला एक छोटा सा हिस्सा मशीन तक पहुँचने पर भारी कटाई, सावधानीपूर्वक फीड रेट और हीट मैनेजमेंट की समस्याओं से भरा एक जटिल चक्र बन सकता है। हाई एफिशिएंसी मिलिंग (जिसे अक्सर एचईएम कहा जाता है) कटर के जुड़ाव को नियंत्रित रखते हुए फीड रेट और कटाई की अक्षीय गहराई को बढ़ाकर इस समस्या का समाधान करती है।
इसका परिणाम बहुत प्रभावशाली हो सकता है। मॉडर्न मशीन शॉप के एक लेख में उच्च दक्षता वाली मिलिंग तकनीकों के बारे में बताया गया है कि कुछ अनुप्रयोगों में रफिंग चक्र के समय को 80% तक कम किया जा सकता है, हालांकि अक्सर यह केवल कुछ विशिष्ट भागों के लिए ही संभव होता है।
फिर भी, यही कारण है कि सीएनसी मशीनों पर रफिंग साइकिल के समय को कम करने की कोशिश कर रही वर्कशॉपों के लिए उच्च दक्षता वाली मिलिंग एक पसंदीदा एचईएम मशीनिंग रणनीति बन गई है। जब पार्ट, मशीन, वर्कहोल्डिंग, कटर और CAM ये रणनीति उपयुक्त है, एचईएम कम केंद्रित तनाव डालते हुए उपकरण से सामग्री को तेजी से हटा सकता है।
उच्च दक्षता वाली पिसाई क्या है?
एचईएम एक रफिंग तकनीक है जिसमें कई पारंपरिक रफिंग विधियों की तुलना में कम रेडियल डेप्थ ऑफ़ कट, अधिक एक्सियल डेप्थ ऑफ़ कट और उच्च फीड रेट का उपयोग किया जाता है। सरल शब्दों में कहें तो, कटर पार्श्व में संकरा कट लगाता है, लंबाई में अधिक गहराई तक काटता है और सामग्री में तेजी से आगे बढ़ता है।
यह संयोजन महत्वपूर्ण है क्योंकि यह कटिंग एज के अधिक हिस्से में ऊष्मा और घिसाव को फैलाता है। मशीनिंग डॉक्टर बताते हैं कि मिलिंग में कटाई की गहराई के दो आयाम होते हैं: रेडियल कटाई की गहराई, जो टूल अक्ष के लंबवत जुड़ाव है, और अक्षीय कटाई की गहराई, जो टूल अक्ष के अनुदिश जुड़ाव है। एचईएम में, संतुलन हल्के रेडियल जुड़ाव और गहरे अक्षीय जुड़ाव की ओर झुक जाता है।
मुख्य शब्द इस प्रकार हैं:
- कटाई की त्रिज्यागत गहराई, या आरडीओसी: उपकरण सामग्री में कितनी दूर तक पार्श्व रूप से प्रवेश करता है।
- अक्षीय कटाई की गहराई, या एडीओसी: उपकरण अपनी केंद्र रेखा के साथ कितनी गहराई तक प्रवेश करता है।
- चिप लोड: प्रत्येक दांत द्वारा हटाई गई सामग्री की मोटाई।
- एंगेजमेंट एंगल: किसी भी बिंदु पर कटर का कितना हिस्सा वर्कपीस के संपर्क में है।
भारी पारंपरिक रफिंग में, आमतौर पर बड़े स्टेपओवर और कम गहरे अक्षीय कट का उपयोग किया जाता है। एचईएम में, रेडियल कट को कम किया जाता है और अक्षीय कट को बढ़ाया जाता है। केनेमेटल अपने डायनेमिक मिलिंग एंड मिल्स को कम रेडियल एंगेजमेंट और कट की पूरी लंबाई के लिए डिज़ाइन किए गए के रूप में वर्णित करता है , जो इस रणनीति के पीछे के मूल यांत्रिक विचार को दर्शाता है।
इसका उद्देश्य कटिंग बलों को अधिक पूर्वानुमानित रखना, फ्लूट की लंबाई का अधिक उपयोग करना और टूल लोड में अचानक वृद्धि से बचना है। यही कारण है कि HEM को अक्सर निरंतर जुड़ाव वाला दृष्टिकोण कहा जाता है। इसका लक्ष्य कटर को किसी एक क्षेत्र में, विशेष रूप से कोनों, स्लॉट और पॉकेट में, जहां जुड़ाव तेजी से बढ़ सकता है, अत्यधिक लोड होने से रोकना है।
अकादमिक कार्य इस सिद्धांत का समर्थन करते हैं। ट्रोकोइडल जैसी टूल पाथ प्लानिंग पर किए गए शोध में निरंतर जुड़ाव कोण को उच्च दक्षता वाली मिलिंग स्थिरता में सुधार करने के एक तरीके के रूप में वर्णित किया गया है, विशेष रूप से जहां कटर के जुड़ाव में बदलाव से कंपन या अक्षम कटाई हो सकती है।
आंकड़े: एचईएम रफिंग टाइम को कैसे कम करता है
एचईएम का मुख्य परिणाम रफिंग साइकिल टाइम में कमी है। सही अनुप्रयोग में, इसके लाभ तीन प्रभावों के एक साथ काम करने से प्राप्त होते हैं।
पहला, एक छोटा स्टेपओवर रेडियल कटिंग फोर्स को कम करता है। टूल मटेरियल में कम धंसता है, इसलिए यह ओवरलोड हुए बिना तेजी से चल सकता है। दूसरा, एक गहरा एक्सियल कट फ्लूट की अधिक लंबाई का उपयोग करता है, जिससे घिसाव टूल टिप के पास केंद्रित होने के बजाय कटर पर समान रूप से फैलता है। तीसरा, रेडियल चिप थिनिंग उचित चिप मोटाई बनाए रखते हुए प्रति दांत प्रोग्राम्ड फीड को बढ़ाने की अनुमति देता है।
इसी तरह, एचईएम बिना टूल को जबरदस्ती चलाए प्रति मिनट अधिक सामग्री हटा सकता है। चौड़ा और धीमा कट लगाने के बजाय, कटर अधिक फीड और अधिक गहराई पर संकरा और नियंत्रित कट लगाता है।
एक सरल उदाहरण से स्पष्ट होता है कि कुल कार्य समय की बचत पुर्जे पर निर्भर करती है। मान लीजिए किसी पुर्जे को तैयार करने में 40 मिनट, अंतिम रूप देने में 10 मिनट और उपकरण बदलने, जांच-पड़ताल और संभालने में 5 मिनट लगते हैं। यदि HEM तकनीक से तैयार करने में लगने वाला समय 60% कम हो जाता है, तो कुल चक्र 55 मिनट से घटकर 31 मिनट हो जाता है। यदि तैयार करने में लगने वाला समय 80% कम हो जाता है, तो कुल चक्र 23 मिनट हो जाता है।
यह अभी भी एक बड़ी बचत है, लेकिन यह भी दर्शाता है कि "80% तेज़ रफ़िंग" और "80% तेज़ कुल पार्ट साइकिल" अलग-अलग दावे हैं। HEM का सबसे बड़ा प्रभाव तब होता है जब रफ़िंग प्रोग्राम का एक बड़ा हिस्सा हो, मटेरियल रिमूवल अधिक हो और मशीन, वर्कहोल्डिंग और टूलिंग रणनीति का समर्थन कर सकें।
ट्रोकोइडल मिलिंग की व्याख्या
ट्रोकोइडल मिलिंग, एचईएम टूलपाथ की सबसे प्रसिद्ध शैलियों में से एक है। इसमें कटर की पूरी चौड़ाई का उपयोग करके सीधे सामग्री को काटने के बजाय, टूल कई लूपिंग या गोलाकार चापों में चलता है। प्रत्येक चाप एक नियंत्रित मात्रा में सामग्री हटाता है, फिर कटर आगे बढ़ता है और गति को दोहराता है।
इससे रेडियल जुड़ाव कम रहता है और चिप लोड में अधिक स्थिरता बनाए रखने में मदद मिलती है। यह स्लॉट काटने, पॉकेट खोलने, तंग आंतरिक कोनों की मशीनिंग करने या कठोर सामग्रियों के साथ काम करने में विशेष रूप से उपयोगी है, जहां पूर्ण-चौड़ाई जुड़ाव से अत्यधिक गर्मी और बल उत्पन्न होगा।
सेको टूल्स ट्रोकोइडल मिलिंग को एक सर्पिल टूलपाथ रणनीति के रूप में वर्णित करता है जो टूल के व्यास से अधिक चौड़े स्लॉट काटने के लिए कम रेडियल डेप्थ ऑफ़ कट और उच्च एक्सियल डेप्थ ऑफ़ कट का उपयोग करती है। सेको इसके लाभों में रेडियल चिप थिनिंग, तेज़ फीड दर, बेहतर सटीकता और लंबे टूल जीवन को भी सूचीबद्ध करता है।
ट्रोकोइडल मिलिंग से टूल की लाइफ और प्रोसेस की स्थिरता के साथ-साथ स्पीड में भी सुधार हो सकता है। कटर शायद ही कभी कट में धंसता है। टूल कम समय तक हाई एंगेजमेंट में रहता है, चिप्स आसानी से बाहर निकल जाते हैं और प्रोग्राम अचानक लोड स्पाइक्स से बच सकता है।
इसके कुछ अच्छे उपयोग उदाहरण इस प्रकार हैं:
- गहरी खांचें जहां पूरी चौड़ाई में काटने से उपकरण पर अत्यधिक भार पड़ जाएगा।
- तंग कोनों वाली जेबें जहां जुड़ाव तेजी से बढ़ता है।
- एयरोस्पेस, चिकित्सा और मोल्ड घटक जिनमें उच्च मात्रा में सामग्री हटाई जाती है।
- स्टेनलेस स्टील, टाइटेनियम और निकल मिश्र धातुओं जैसी मजबूत सामग्री।
- लंबी दूरी तक पहुंचने वाले उपकरण जहां विक्षेपण नियंत्रण महत्वपूर्ण होता है।
यह तब कम उपयोगी होता है जब पार्ट में बहुत उथली रफिंग हो, कमजोर वर्कहोल्डिंग हो, मशीन का त्वरण कम हो या ऐसी विशेषताएं हों जहां अतिरिक्त पथ की लंबाई उच्च फीड के लाभ से अधिक हो।
आप आज ही इन 5 HEM रणनीतियों का उपयोग कर सकते हैं
हल्के रेडियल जुड़ाव से शुरुआत करें
पहला व्यावहारिक कदम स्टेपओवर को कम करना है। कई HEM टूलपाथ कटर के व्यास के एक छोटे प्रतिशत का उपयोग रेडियल रूप से करते हैं, फिर सामग्री हटाने की दर को बढ़ाने के लिए अक्षीय गहराई और फ़ीड दर बढ़ाते हैं।
व्यावहारिक मानक के रूप में, सैंडविक कोरोमैंट सलाह देता है कि ट्रोकोइडल मिलिंग में कटाई की अधिकतम रेडियल गहराई कटर के व्यास के 20% से अधिक नहीं होनी चाहिए। सटीक मान उपकरण के व्यास, फ्लूट की संख्या, सामग्री, मशीन की शक्ति, उपकरण की अतिरिक्त लंबाई और शीतलक रणनीति पर निर्भर करता है।
हल्का रेडियल कट साइड लोड को कम करता है, लेकिन यह प्रति दांत प्रोग्राम किए गए फीड और वास्तविक चिप की मोटाई के बीच संबंध को भी बदल देता है। यह सीधे अगली रणनीति की ओर ले जाता है।
रेडियल चिप थिनिंग को ध्यान में रखें
जब रेडियल एंगेजमेंट कम हो जाता है, तो चिप प्रोग्राम किए गए प्रति दांत फीड की तुलना में पतली हो जाती है। यदि फीड को समायोजित नहीं किया जाता है, तो टूल साफ कटिंग करने के बजाय घिस सकता है। इससे गर्मी उत्पन्न होती है, फिनिश खराब होती है और समय से पहले घिसाव होता है।
WIDIA बताती है कि जब कटाई की त्रिज्या चौड़ाई 40% या उससे कम होती है, तो औसत चिप की मोटाई कम हो जाती है और इसकी भरपाई के लिए फीड दर बढ़ानी पड़ती है। यह HEM मशीनिंग रणनीति में सबसे महत्वपूर्ण विवरणों में से एक है, क्योंकि हल्की त्रिज्या कटाई तभी ठीक से काम करती है जब चिप की मोटाई सही हो।
मशीनिंग डॉक्टर की चिप थिनिंग गाइड में भी यही मूल समस्या बताई गई है: जब कटाई की त्रिज्या कटर की त्रिज्या से कम होती है, तो चिप लोड प्रति दांत फीड से कम होता है। व्यावहारिक रूप से, कम स्टेपओवर का मतलब यह नहीं है कि कटर सही ढंग से काट रहा है। अगर फीड को चिप की वास्तविक मोटाई के अनुसार सेट नहीं किया गया है, तो हो सकता है कि कटर घिस रहा हो।
प्रोग्रामरों के लिए व्यावहारिक सीख सरल है: पारंपरिक फ़ीड दर को सीधे HEM टूलपाथ में न डालें। टूलिंग डेटा, चिप थिनिंग कैलकुलेटर आदि का उपयोग करें। CAM आहार संबंधी मार्गदर्शन और एक सुरक्षित परीक्षण प्रक्रिया।
बांसुरी की लंबाई का अधिक उपयोग करें
HEM को गहरे अक्षीय कटों के लिए डिज़ाइन किया गया है। कटर के सिरे को घिसने के बजाय, यह तकनीक कटिंग एज के अधिक हिस्से पर भार को समान रूप से वितरित करती है। सही सेटअप में, इससे सामग्री हटाने की क्षमता बढ़ सकती है और साथ ही टूल का जीवनकाल भी बेहतर हो सकता है।
इसका मतलब यह नहीं है कि हर काम अधिकतम फ्लूट लंबाई पर किया जाना चाहिए। टूल प्रोजेक्शन, होल्डर की कठोरता, मशीन की स्थिति और पार्ट सेटअप सभी मायने रखते हैं। लंबी पहुंच वाले टूल्स के लिए, आक्रामकता कम करें और कंपन पर ध्यान दें। छोटे, कठोर सेटअप के लिए, अधिक गहरे अक्षीय जुड़ाव से ही अक्सर HEM रफिंग में सबसे अधिक लाभ मिलता है।
सिद्धांत सरल है: यदि कटर अपनी काटने की धार का अधिक सुरक्षित रूप से उपयोग कर सकता है, तो कार्यशाला स्टेपडाउन की संख्या कम कर सकती है, अधिक लंबी फ्लूट लंबाई में गर्मी फैला सकती है और प्रति पास अधिक सामग्री हटा सकती है।
सही कटर चुनें
सामान्य उपयोग के लिए बनी एंड मिल हल्की जांच के लिए ठीक हो सकती है, लेकिन एचईएम (हाइली-परफॉर्मेंस इंजीनियर) के लिए विशेष रूप से डिज़ाइन किए गए टूल ही बेहतर होते हैं। मजबूत कोर ज्यामिति, उपयुक्त फ्लूट संख्या, अच्छी चिप क्लीयरेंस, वेरिएबल हेलिक्स या वेरिएबल पिच डिज़ाइन और सामग्री के अनुकूल कोटिंग वाली सॉलिड कार्बाइड एंड मिल की तलाश करें।
स्टील और कठोर मिश्र धातुओं के लिए, अधिक फ्लूट संख्या एचईएम में उपयोग किए जाने वाले हल्के चिप लोड और उच्च फीड शैली को सपोर्ट कर सकती है। एल्युमीनियम के लिए, कम फ्लूट और मजबूत चिप निकासी आमतौर पर अधिक महत्वपूर्ण होते हैं।
टूल का चयन संपूर्ण सेटअप को ध्यान में रखकर किया जाना चाहिए। केन्नामेटल का डायनामिक मिलिंग कटर गाइडेंस चिप प्रबंधन, आंतरिक शीतलक विकल्प और सामग्री-विशिष्ट फ्लूट आकार जैसी विशेषताओं को दर्शाता है। ये विवरण महत्वपूर्ण हैं क्योंकि एचईएम अक्सर उच्च फीड दरों पर कई पतले चिप्स उत्पन्न करता है।
एक स्थिर होल्डर में लगा छोटा, कठोर कटर आमतौर पर लंबी पहुंच वाले टूल की तुलना में अधिक आक्रामक अक्षीय जुड़ाव को सहन कर सकता है। सीमित त्वरण वाली मशीन छोटे चापों और दिशा परिवर्तनों के दौरान सुचारू गति बनाए रखने में भी कठिनाई का सामना कर सकती है, भले ही कागज़ पर स्पिंडल शक्ति पर्याप्त प्रतीत हो।
चिप्स और हीट को नियंत्रित करें
एचईएम (HEM) में चिप्स का स्वच्छ निकास आवश्यक है। चिप्स के पुनः परिसंचरण से कटिंग एज को नुकसान पहुँच सकता है, सतह खराब हो सकती है और टूल पर भार बढ़ सकता है। सामग्री और कटर के प्रकार के आधार पर एयर ब्लास्ट, थ्रू-टूल कूलेंट या उच्च दबाव वाले कूलेंट की आवश्यकता हो सकती है।
एल्युमीनियम के लिए, प्राथमिकता अक्सर चिप्स को साफ करना और किनारों पर जमाव को रोकना होती है। स्टील और ऊष्मा-प्रतिरोधी मिश्र धातुओं के लिए, शीतलक रणनीति उपकरण, कोटिंग और कटिंग डेटा पर निर्भर करती है। उपकरण आपूर्तिकर्ता के निर्देशों का पालन करें, फिर स्पिंडल लोड, ध्वनि, चिप का रंग, उपकरण घिसाव और पार्ट फिनिश का उपयोग करके मशीन पर इसकी पुष्टि करें।
गहरे गड्ढों और खांचों में चिप्स को बाहर निकालना विशेष रूप से महत्वपूर्ण है। इन जगहों पर चिप्स कटर के पास फंस सकते हैं और एक स्थिर HEM रणनीति को अस्थिर बना सकते हैं। यदि मशीन की आवाज़ बदलती है, स्पिंडल पर भार बढ़ता है या चिप्स कट में जमा होने लगते हैं, तो आक्रामकता कम करें और फीड बढ़ाने से पहले चिप्स को बाहर निकालने की प्रक्रिया को ठीक करें।
कैसे CAM सॉफ्टवेयर एचईएम को व्यावहारिक बनाता है
उच्च दक्षता वाली मिलिंग में चुनौती यह है कि इसका विचार तो सरल है, लेकिन इसकी प्रोग्रामिंग जटिल हो सकती है। एक अच्छे HEM टूलपाथ को कोनों से गुजरते समय जुड़ाव को नियंत्रित करना, कटर पर अचानक पड़ने वाले भार से बचना, प्रवेश और निकास की गतिविधियों को प्रबंधित करना, चिप की मोटाई बनाए रखना और वायु अपघटन को न्यूनतम रखना आवश्यक है।
साधारण ज्यामिति से परे किसी भी चीज़ पर इसे मैन्युअल रूप से करना कठिन है। आधुनिक CAM ये सिस्टम टूलपाथ की गणना करके मदद करते हैं, जिससे एंगेजमेंट स्पाइक्स कम होते हैं और कोनों और संकीर्ण संरचनाओं से गुजरते समय गति को समायोजित किया जा सकता है।
ऑटोडेस्क के एडेप्टिव क्लियरिंग दस्तावेज़ में बताया गया है कि यह तकनीक टूल और आसपास की सामग्री के बीच निरंतर संपर्क बनाए रखती है, साथ ही ऐसे कट का उपयोग करती है जिससे दिशा में अचानक परिवर्तन कम से कम हो। ऑटोडेस्क का कहना है कि इससे टूल के टूटने की संभावना कम हो सकती है और टूल का जीवनकाल बढ़ सकता है।
Mastercam के डायनेमिक मोशन पेज में एंगेजमेंट मशीनिंग सिद्धांतों, छोटे स्टेपओवर और चिप की एकसमान मोटाई पर आधारित एक समान दृष्टिकोण का वर्णन किया गया है। Mastercam इसमें कहा गया है कि ये टूलपाथ वास्तविक दुनिया के अनुप्रयोगों में उच्च फीड दरों का समर्थन कर सकते हैं और तेजी से रफिंग और पॉकेटिंग चक्र उत्पन्न कर सकते हैं।
Siemens एनएक्स CAM 3डी एडैप्टिव रफिंग को एक उच्च-प्रदर्शन कटिंग रणनीति के रूप में भी वर्णित करता है जो कठोर सामग्री अनुप्रयोगों में चक्र-समय में 60% तक की कमी के साथ, गहरी कटाई और लगातार टूल लोड को सक्षम बनाता है।
यह भी वही जगह है जहाँ AI CAM ये उपकरण प्रोग्रामरों को मशीनिंग रणनीतियों का तेजी से मूल्यांकन करने में सहायता कर सकते हैं। CAM Assist मौजूदा सिस्टम के भीतर मशीनिंग रणनीतियों और टूलपाथ को उत्पन्न करने में मदद करता है। CAM वर्कफ़्लो को इस तरह से व्यवस्थित किया जाता है कि प्रोग्रामर को मशीन को काम भेजने से पहले उसकी समीक्षा और समायोजन करने का अधिकार मिल जाता है।
सबसे महत्वपूर्ण बात नियंत्रण है। एचईएम का सिमुलेशन किया जाना चाहिए, वर्कहोल्डिंग के साथ इसकी जांच की जानी चाहिए, सुरक्षा का परीक्षण किया जाना चाहिए और वास्तविक मशीन के लिए इसे समायोजित किया जाना चाहिए। सॉफ्टवेयर एक मजबूत प्रारंभिक बिंदु बनाने में मदद कर सकता है, लेकिन मशीनिस्ट का निर्णय ही सर्वोपरि रहता है।
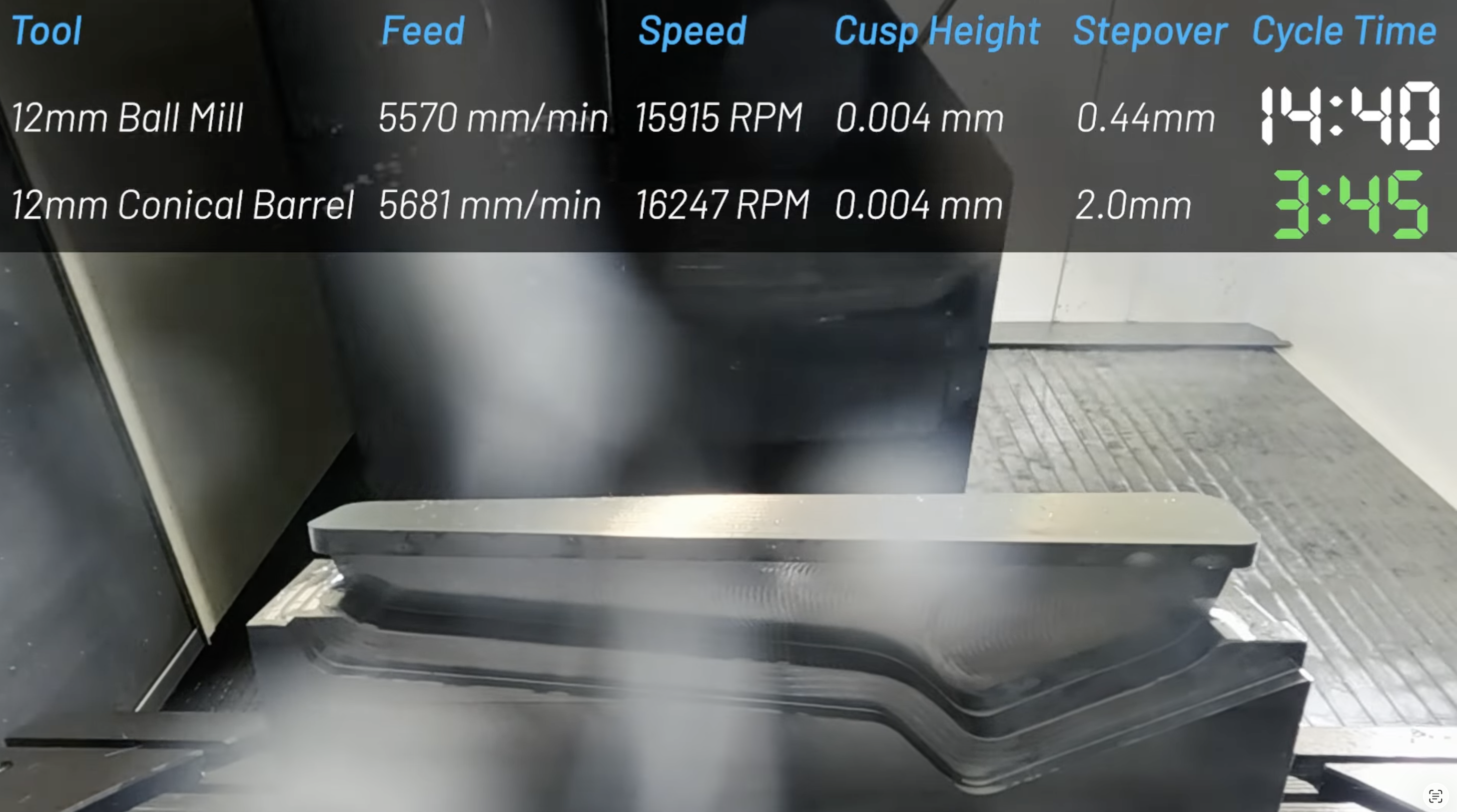
यहां एक वीडियो है जिसमें हमारे चेम्सफोर्ड कारखाने में जटिल एयरोस्पेस पुर्जों पर फ्रीफॉर्म तत्वों के साथ उपयोग की जाने वाली कुछ उन्नत तकनीकों को दिखाया गया है:
हेमिंग इंजीनियरिंग में होने वाली आम गलतियाँ और उनसे बचने के तरीके
बहुत अधिक स्टेपओवर का उपयोग करना
सबसे आम गलती HEM को तेज़ फीड दर के साथ पारंपरिक रफिंग की तरह मानना है। यदि रेडियल एंगेजमेंट बहुत अधिक है, तो कटिंग बल तेजी से बढ़ते हैं और टूल वह स्थिरता खो देता है जो HEM के लिए आवश्यक है। शुरुआत में धीरे-धीरे फीड दर बढ़ाएँ, और तभी बढ़ाएँ जब चिप निर्माण, टूल घिसाव और स्पिंडल लोड स्थिर दिखें।
चिप थिनिंग को अनदेखा करना
छोटे-छोटे स्टेपओवर के लिए फीड कंपनसेशन ज़रूरी है। इसके बिना, टूल में रगड़ लग सकती है, गर्मी पैदा हो सकती है और वह जल्दी खराब हो सकता है। इससे प्रोग्राम कागज़ पर सुरक्षित दिख सकता है, लेकिन मशीन पर उसका प्रदर्शन खराब हो सकता है।
गलत टूल ज्योमेट्री का चयन करना
कम चिप निकासी, अत्यधिक उभार या गलत फ्लूट संख्या वाला कटर पूरी रणनीति को सीमित कर सकता है। कटर का चयन सामग्री, पॉकेट की गहराई, रेडियल जुड़ाव और शीतलक विधि के अनुसार करें।
कमजोर सेटअपों को बहुत आक्रामक तरीके से चलाना
HEM रेडियल कटिंग फोर्स को कम करता है, लेकिन इससे कठोरता की आवश्यकता समाप्त नहीं होती। वर्कहोल्डिंग, टूलहोल्डर की गुणवत्ता, स्पिंडल की स्थिति और मशीन का त्वरण, ये सभी परिणाम को प्रभावित करते हैं। यदि सेटअप लचीला है, तो साइकिल टाइम बढ़ाने से पहले अक्षीय गहराई, रेडियल एंगेजमेंट या फीड रेट को कम करें।
कोनों को कटर पर अधिक भार डालने देना
कोनों पर अक्सर एंगेजमेंट स्पाइक्स होते हैं। ऐसे टूलपाथ का उपयोग करें जो निरंतर एंगेजमेंट बनाए रखें, कोनों में स्टेपओवर को कम करें और कटर को अंदर धंसने से बचाएं। टूलपाथ का सिमुलेशन करें और किसी भी तंग आंतरिक त्रिज्या की सावधानीपूर्वक जांच करें।
पूरे चक्र को भूल जाना
एचईएम रफिंग प्रक्रिया को बेहतर बना सकता है, लेकिन यह पूरी प्रक्रिया का एक हिस्सा है। फिनिशिंग पास, टूल बदलना, प्रोबिंग, डिबरिंग, लोडिंग और निरीक्षण जैसी प्रक्रियाएं कुल उत्पादन को प्रभावित करती हैं। बदलाव से पहले और बाद में पूरे चक्र के समय को ट्रैक करें ताकि सुधार को सटीक रूप से मापा जा सके।
अंतिम निष्कर्ष
उच्च दक्षता वाली मिलिंग, सीएनसी मशीनों पर रफिंग चक्र के समय को कम करने के सबसे व्यावहारिक तरीकों में से एक है। मूल रणनीति सीधी है: रेडियल जुड़ाव को कम करें, अक्षीय जुड़ाव को बढ़ाएं, चिप थिनिंग का ध्यान रखें और ऐसे टूलपाथ का उपयोग करें जो कटर लोड को स्थिर रखें।
सबसे अच्छे परिणाम तब मिलते हैं जब HEM को केवल एक तेज़ फीड रेट के बजाय एक संपूर्ण मशीनिंग रणनीति के रूप में माना जाता है। टूल को मटेरियल के अनुरूप बनाएं, चिप निकासी को नियंत्रित करें, पथ का सिमुलेशन करें, सुरक्षा का परीक्षण करें और पूरे चक्र का समय मापें। जब पार्ट सही बैठता है, तो HEM रफिंग को प्रोग्राम के सबसे धीमे हिस्से से उत्पादकता बढ़ाने के सबसे बड़े अवसरों में से एक में बदल सकता है।
जो टीमें अपनी मशीनिंग रणनीतियों की समीक्षा कर रही हैं, उनके लिए CAM Assist मौजूदा रणनीतियों के भीतर टूलपाथ बनाने में मदद कर सकता है। CAM वर्कफ़्लो को सुव्यवस्थित करने से प्रोग्रामरों को सेटअप, सत्यापन और प्रक्रिया सुधार पर ध्यान केंद्रित करने के लिए अधिक समय मिलता है।