La sgrossatura è spesso la fase in cui si nasconde il tempo di ciclo del CNC. Una cavità che sul disegno sembra semplice può trasformarsi, una volta sulla macchina, in una lunga sequenza di tagli pesanti, velocità di avanzamento caute e problemi di gestione del calore. La fresatura ad alta efficienza, spesso abbreviata in HEM, affronta questo problema mantenendo sotto controllo l’impegno della fresa e aumentando al contempo la velocità di avanzamento e la profondità di taglio assiale.
Il risultato può essere sorprendente. Un articolo pubblicato su *Modern Machine Shop* sulle tecniche di fresatura ad alta efficienza sottolinea che, in alcune applicazioni, i tempi dei cicli di sgrossatura possono essere ridotti fino all’80%, anche se spesso solo per determinate caratteristiche dei pezzi.
Tuttavia, questo spiega perché la fresatura ad alta efficienza sia diventata una strategia di lavorazione HEM di riferimento per le officine che cercano di ridurre i tempi dei cicli di sgrossatura sulle macchine CNC. Quando il pezzo, la macchina, il sistema di serraggio, la fresa e CAM sono ben coordinati, l’HEM è in grado di asportare il materiale più rapidamente, esercitando al contempo una sollecitazione meno concentrata sull’utensile.
Che cos’è la fresatura ad alta efficienza?
L'HEM è una strategia di sgrossatura che prevede una profondità di taglio radiale ridotta, una profondità di taglio assiale maggiore e una velocità di avanzamento più elevata rispetto a molti approcci di sgrossatura convenzionali. In parole povere, la fresa effettua un'incisione laterale più stretta, taglia più in profondità lungo la propria lunghezza e si muove più velocemente attraverso il materiale.
Questa combinazione è importante perché distribuisce il calore e l’usura su una porzione più ampia del tagliente. Machining Doctor spiega che la profondità di taglio nella fresatura ha due dimensioni: la profondità di taglio radiale, ovvero l’impegno perpendicolare all’asse dell’utensile, e la profondità di taglio assiale, ovvero l’impegno lungo l’asse dell’utensile. Nella lavorazione HEM, l’equilibrio si sposta verso un impegno radiale più leggero e un impegno assiale più profondo.
I termini chiave sono:
- Profondità di taglio radiale, o RDOC: la distanza percorsa lateralmente dall'utensile nel materiale.
- Profondità di taglio assiale, o ADOC: la profondità alla quale l'utensile penetra lungo la propria linea centrale.
- Carico del chip: lo spessore del materiale asportato da ciascun dente.
- Angolo di contatto: la porzione della fresa che è a contatto con il pezzo in qualsiasi punto.
Nella sgrossatura convenzionale pesante, è comune utilizzare un passo trasversale ampio e una profondità di taglio assiale ridotta. Nella strategia HEM, la profondità di taglio radiale viene ridotta e quella assiale aumentata. Kennametal descrive le proprie frese dinamiche come progettate per un basso impegno radiale e una lunghezza di taglio completa, il che riassume il principio meccanico alla base di questa strategia.
L'obiettivo è rendere più prevedibili le forze di taglio, sfruttare maggiormente la lunghezza della scanalatura ed evitare picchi improvvisi di carico sull'utensile. Ecco perché l'HEM viene spesso descritto come un approccio a contatto costante. Lo scopo è evitare che la fresa sia sottoposta a carichi eccessivi in una zona specifica, specialmente negli angoli, nelle asole e nelle cavità dove il contatto può aumentare rapidamente.
Gli studi accademici confermano tale principio. Le ricerche sulla pianificazione di percorsi utensile di tipo trocoidale descrivono l’angolo di impegno costante come un modo per migliorare la stabilità della fresatura ad alta efficienza, in particolare nei casi in cui la variazione dell’angolo di impegno della fresa possa causare vibrazioni o un taglio inefficiente.
I numeri: come HEM riduce i tempi di sgrossatura
Il dato saliente dell'HEM è la riduzione del tempo di lavorazione di sgrossatura. Se applicato correttamente, i vantaggi derivano dall'interazione di tre effetti.
In primo luogo, un piccolo passo trasversale riduce la forza di taglio radiale. L’utensile penetra meno nel materiale, quindi può muoversi più velocemente senza sovraccaricarsi. In secondo luogo, un taglio assiale più profondo sfrutta maggiormente la lunghezza della scanalatura, distribuendo l’usura su tutta la fresa anziché concentrarla vicino alla punta dell’utensile. In terzo luogo, l’assottigliamento radiale del truciolo consente di aumentare l’avanzamento programmato per dente, mantenendo al contempo uno spessore adeguato del truciolo.
È così che HEM riesce a asportare più materiale al minuto senza limitarsi ad applicare una maggiore pressione sull'utensile durante il taglio. Anziché effettuare un taglio ampio e lento, la fresa esegue un taglio stretto e controllato con un avanzamento più elevato e una profondità maggiore.
Un semplice esempio illustra perché il risparmio totale di tempo di lavorazione dipende dal pezzo. Supponiamo che un pezzo richieda 40 minuti di sgrossatura, 10 minuti di finitura e 5 minuti per il cambio utensili, la misurazione e la movimentazione. Se la tecnologia HEM riduce il tempo di sgrossatura del 60%, il ciclo totale scende da 55 minuti a 31 minuti. Se il tempo di sgrossatura si riduce dell’80%, il ciclo totale scende a 23 minuti.
Si tratta comunque di un risparmio notevole, ma dimostra anche perché le affermazioni “sgrossatura più veloce dell’80%” e “ciclo totale del pezzo più veloce dell’80%” siano diverse. L’HEM ha il massimo impatto quando la sgrossatura rappresenta una quota consistente del programma, l’asportazione di materiale è elevata e la macchina, il sistema di serraggio e l’utensileria sono in grado di supportare questa strategia.
Spiegazione della fresatura trocoidale
La fresatura trocoidale è uno degli stili di percorso utensile HEM più noti. Anziché incidere il materiale in linea retta utilizzando l'intera larghezza della fresa, l'utensile si muove lungo una serie di archi circolari o a spirale. Ogni arco asporta una quantità controllata di materiale, dopodiché la fresa avanza e ripete il movimento.
Ciò mantiene basso l'impegno radiale e contribuisce a garantire un carico di truciolo più costante. È particolarmente utile durante la realizzazione di scanalature, l'apertura di tasche, la lavorazione di angoli interni stretti o quando si lavora con materiali più duri, dove un impegno su tutta la larghezza genererebbe troppo calore e troppa forza.
Seco Tools descrive la fresatura trocoidale come una strategia di percorso utensile a spirale che utilizza una profondità di taglio radiale ridotta e una profondità di taglio assiale elevata per realizzare scanalature più larghe del diametro dell'utensile. Tra i vantaggi, Seco elenca anche la riduzione dello spessore dei trucioli radiali, velocità di avanzamento più elevate, una maggiore precisione e una maggiore durata dell'utensile.
La fresatura trocoidale può migliorare la durata dell'utensile e la stabilità del processo, oltre ad aumentare la velocità. La fresa rimane raramente immersa nel taglio. L'utensile trascorre meno tempo in condizioni di elevato impegno, i trucioli possono essere evacuati più facilmente e il programma può evitare picchi improvvisi di carico.
Iscar sottolinea inoltre che la fresatura trocoidale è efficace per scanalature profonde, tasche e cavità, oltre a rappresentare un metodo promettente per materiali difficili da lavorare come il titanio e le superleghe resistenti alle alte temperature.
Tra i casi d'uso più significativi figurano:
- Scanalature profonde in cui un taglio a tutta larghezza sovraccaricherebbe l'utensile.
- Zone con curve strette in cui l’impegno aumenta rapidamente.
- Componenti per il settore aerospaziale, medico e per stampi con elevata asportazione di materiale.
- Materiali resistenti quali l'acciaio inossidabile, il titanio e le leghe di nichel.
- Utensili a braccio lungo in cui il controllo della flessione è fondamentale.
Risulta meno utile quando il pezzo presenta una sgrossatura molto superficiale, un serraggio instabile, una bassa accelerazione della macchina o caratteristiche per cui la maggiore lunghezza del percorso supera i vantaggi di un avanzamento più elevato.
5 strategie HEM che puoi mettere in pratica fin da oggi
Inizia con un leggero contatto radiale
Il primo passo concreto consiste nel ridurre lo stepover. Molti percorsi utensile HEM utilizzano radialmente solo una piccola percentuale del diametro della fresa, per poi aumentare la profondità assiale e la velocità di avanzamento al fine di incrementare la velocità di asportazione del materiale.
Come riferimento pratico, Sandvik Coromant raccomanda che la profondità di taglio radiale massima nella fresatura trocoidale non superi il 20% del diametro della fresa. Il valore esatto dipende dal diametro dell’utensile, dal numero di scanalature, dal materiale, dalla potenza della macchina, dalla sporgenza dell’utensile e dalla strategia di lubrificazione.
Una fresatura radiale più leggera riduce il carico laterale, ma modifica anche il rapporto tra l'avanzamento programmato per dente e lo spessore effettivo del truciolo. Ciò porta direttamente alla strategia successiva.
Tenere conto dell'assottigliamento radiale del truciolo
Quando l'impegno radiale diminuisce, il truciolo diventa più sottile di quanto potrebbe far supporre l'avanzamento programmato per dente. Se l'avanzamento non viene regolato, l'utensile può sfregare invece di tagliare in modo netto. Ciò genera calore, una finitura scadente e un'usura prematura.
WIDIA spiega che, quando la larghezza radiale di taglio è pari o inferiore al 40%, lo spessore medio del truciolo si riduce ed è necessario aumentare la velocità di avanzamento per compensare. Questo è uno degli aspetti più importanti nella strategia di lavorazione HEM, poiché un taglio radiale leggero funziona correttamente solo quando lo spessore del truciolo è adeguato.
La guida di Machining Doctor sullo sminuimento del truciolo descrive lo stesso problema di fondo: quando la profondità di taglio radiale è inferiore al raggio della fresa, il carico di truciolo è inferiore all’avanzamento per dente. In pratica, un passo trasversale ridotto non significa automaticamente che la fresa stia tagliando correttamente. Potrebbe verificarsi uno sfregamento, a meno che l’avanzamento non sia stato impostato in base all’effettivo spessore del truciolo.
Per i programmatori, la conclusione pratica è semplice: non copiare un’avanzamento convenzionale in un percorso utensile HEM. Utilizzate i dati relativi all’utensile, un calcolatore di assottigliamento del truciolo, le indicazioni CAM e un processo di verifica della sicurezza.
Sfruttare maggiormente la lunghezza del flauto
La strategia HEM è progettata per utilizzare tagli assiali più profondi. Anziché usurare l'estremità della fresa, questa strategia distribuisce il carico su una porzione più ampia del tagliente. Se configurata correttamente, questa strategia può aumentare la rimozione di materiale migliorando al contempo la durata dell'utensile.
Ciò non significa che ogni lavorazione debba essere eseguita alla lunghezza massima della scanalatura. La sporgenza dell’utensile, la rigidità del portautensile, le condizioni della macchina e l’allestimento del pezzo sono tutti fattori importanti. Per gli utensili a raggio d’azione esteso, ridurre l’aggressività e prestare attenzione alle vibrazioni. Per configurazioni più corte e rigide, è proprio con un maggiore impegno assiale che la tecnologia HEM offre spesso i maggiori vantaggi nella sgrossatura.
Il principio è semplice: se l'utensile da taglio può sfruttare in modo sicuro una porzione maggiore del proprio tagliente, l'officina può ridurre il numero di riduzioni di passo, distribuire il calore su una lunghezza maggiore della scanalatura e asportare più materiale per ogni passata.
Scegli la fresa giusta
Una fresa a candela per uso generico può andare bene per prove preliminari, ma l’HEM richiede utensili progettati appositamente per questa strategia. È consigliabile optare per frese a candela in metallo duro integrale con una geometria del nucleo robusta, un numero adeguato di scanalature, una buona evacuazione dei trucioli, un design con elica variabile o passo variabile e un rivestimento adatto al materiale.
Nel caso degli acciai e delle leghe più dure, un numero maggiore di taglienti consente di gestire il carico di truciolo più leggero e l’avanzamento più elevato tipici della lavorazione HEM. Per l’alluminio, invece, sono solitamente più importanti un numero ridotto di taglienti e un’efficace evacuazione dei trucioli.
La scelta dell'utensile deve tenere conto dell'intero setup. Le linee guida di Kennametal sulla fresatura dinamica mettono in evidenza caratteristiche quali la gestione dei trucioli, le opzioni di refrigerazione interna e le forme delle scanalature specifiche per il materiale. Questi dettagli sono importanti perché l'HEM produce spesso molti trucioli sottili a velocità di avanzamento elevate.
Una fresa corta e rigida, montata su un portautensili stabile, è solitamente in grado di sopportare un impegno assiale più intenso rispetto a un utensile a raggio d’azione esteso. Una macchina con un’accelerazione limitata potrebbe inoltre avere difficoltà a mantenere un movimento fluido durante gli archi di raggio ridotto e i cambi di direzione, anche se sulla carta la potenza del mandrino sembra adeguata.
Gestire i trucioli e il calore
L'HEM dipende da un'efficace evacuazione dei trucioli. I trucioli che ristagnano possono danneggiare il tagliente, rovinare la superficie e aumentare il carico sull'utensile. A seconda del materiale e della fresa, potrebbero essere necessari un getto d'aria, un refrigerante a flusso passante o un refrigerante ad alta pressione.
Per l'alluminio, la priorità è spesso quella di rimuovere i trucioli e prevenire la formazione di bordi incrostati. Per gli acciai e le leghe resistenti al calore, la strategia di lubrificazione dipende dall'utensile, dal rivestimento e dai parametri di taglio. Seguire le indicazioni del fornitore dell'utensile, quindi verificare il funzionamento sulla macchina osservando il carico del mandrino, il rumore, il colore dei trucioli, l'usura dell'utensile e la finitura del pezzo.
L'evacuazione dei trucioli è particolarmente importante nelle cavità profonde e nelle fessure. In tali aree, i trucioli possono rimanere intrappolati vicino alla fresa e trasformare una strategia HEM stabile in una instabile. Se il rumore della macchina cambia, il carico sul mandrino aumenta o i trucioli iniziano ad accumularsi nel taglio, ridurre l'aggressività e regolare lo spazio di evacuazione dei trucioli prima di aumentare nuovamente l'avanzamento.
In che modo CAM rende pratico l'HEM
La sfida della fresatura ad alta efficienza sta nel fatto che l'idea è semplice, ma la programmazione può rivelarsi complessa. Un buon percorso utensile HEM deve controllare l'impegno dell'utensile nelle curve, evitare carichi improvvisi sulla fresa, gestire i movimenti di entrata e uscita, mantenere lo spessore del truciolo e ridurre al minimo il taglio a vuoto.
È difficile farlo manualmente quando si va oltre la geometria semplice. CAM moderni CAM aiutano a calcolare percorsi utensile che riducono i picchi di carico e regolano il movimento negli angoli e nelle zone strette.
La documentazione di Autodesk relativa alla funzione "Adaptive Clearing " spiega che questa strategia mantiene un contatto costante tra l'utensile e il materiale circostante, utilizzando tagli che riducono al minimo i cambiamenti bruschi di direzione. Autodesk sottolinea che ciò può ridurre il rischio di rottura dell'utensile e migliorarne la durata.
La pagina “Dynamic Motion”Mastercam descrive un approccio simile basato sui principi della lavorazione con innesto, su passi laterali più ridotti e su uno spessore del truciolo costante. Mastercam che questi percorsi utensile consentono di utilizzare velocità di avanzamento più elevate e di ottenere cicli di sgrossatura e di svuotamento più rapidi nelle applicazioni pratiche.
Siemens CAM descrive inoltre la sgrossatura adattiva 3D come una strategia di taglio ad alte prestazioni che consente tagli profondi e un carico costante sull'utensile, con riduzioni dei tempi di ciclo fino al 60% nelle applicazioni su materiali duri.
È proprio in questo ambito cheCAM AI CAM possono aiutare i programmatori a valutare più rapidamente le strategie di lavorazione. CAM contribuisce a generare strategie di lavorazione e percorsi utensile all’interno CAM esistenti, lasciando ai programmatori la possibilità di rivederli e modificarli prima di inviare il lavoro alla macchina.
Il punto fondamentale è il controllo. L’HEM deve comunque essere simulato, verificato in relazione al sistema di serraggio, testato in condizioni di sicurezza e adattato alla macchina reale. Il software può aiutare a creare una solida base di partenza, ma il giudizio dell’operatore rimane fondamentale.
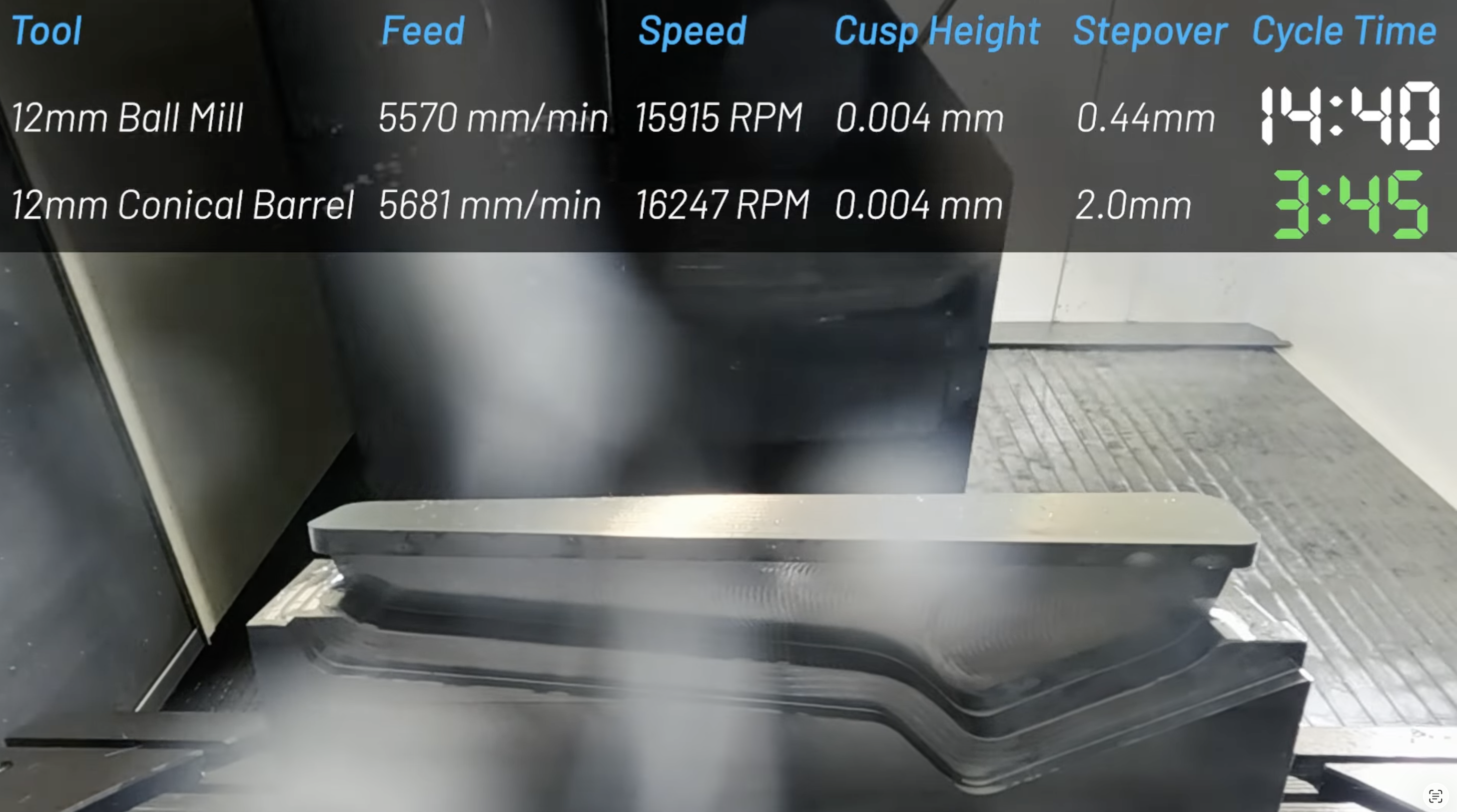
Ecco un video che illustra alcune tecniche avanzate che utilizziamo nella nostra fabbrica di Chelmsford per la lavorazione di componenti aerospaziali complessi con elementi a forma libera:
Errori comuni nell'HEM e come evitarli
Uso eccessivo dello stepover
L'errore più comune è quello di considerare l'HEM come una sgrossatura convenzionale con una velocità di avanzamento maggiore. Se l'impegno radiale è troppo elevato, le forze di taglio aumentano rapidamente e l'utensile perde la stabilità che rende efficace l'HEM. È consigliabile iniziare con impostazioni prudenti, per poi aumentarle solo quando la formazione dei trucioli, l'usura dell'utensile e il carico sul mandrino appaiono stabili.
Ignorare l'assottigliamento del chip
I piccoli spostamenti laterali richiedono una compensazione dell'avanzamento. In assenza di tale compensazione, l'utensile potrebbe sfregare, generare calore e rompersi prematuramente. Ciò può far sì che un programma sembri sicuro sulla carta, ma dia risultati insoddisfacenti una volta eseguito sulla macchina.
Scelta di una geometria errata dell'utensile
Una fresa con scarsa evacuazione dei trucioli, uno sporgimento eccessivo o un numero di scanalature non adeguato può compromettere l’intera strategia. È necessario scegliere la fresa in base al materiale, alla profondità della tasca, all’engagement radiale e al sistema di lubrificazione.
Utilizzare configurazioni poco efficaci in modo troppo aggressivo
Il sistema HEM riduce la forza di taglio radiale, ma non elimina la necessità di rigidità. Il sistema di serraggio del pezzo, la qualità del portautensile, le condizioni del mandrino e l’accelerazione della macchina influiscono tutti sul risultato. Se l’allestimento è flessibile, ridurre la profondità assiale, l’impegno radiale o la velocità di avanzamento prima di cercare di ridurre il tempo di ciclo.
Lasciare che gli angoli sovraccarichino la fresa
È proprio negli angoli che spesso si verificano picchi di contatto. Utilizzate percorsi utensile che mantengano un contatto costante, riducano lo spostamento laterale negli angoli ed evitino l’affondamento della fresa. Simulate il percorso utensile e controllate attentamente eventuali raggi interni stretti.
Dimenticare l'intero ciclo
La tecnologia HEM può rivoluzionare la sgrossatura, ma rappresenta solo una parte del processo complessivo. Le passate di finitura, i cambi utensile, la misurazione, la sbavatura, il caricamento e il controllo continuano a influire sulla produzione complessiva. Monitorate il tempo di ciclo completo prima e dopo l’introduzione della novità, in modo da misurare con precisione il miglioramento ottenuto.
Conclusione finale
La fresatura ad alta efficienza è uno dei modi più efficaci per ridurre la durata del ciclo di sgrossatura sulle macchine CNC. La strategia di base è semplice: ridurre l'engagement radiale, aumentare quello assiale, tenere conto dell'assottigliamento del truciolo e utilizzare percorsi utensile che mantengano stabile il carico sulla fresa.
I risultati migliori si ottengono quando l’HEM viene considerato come una strategia di lavorazione completa, piuttosto che come una singola velocità di avanzamento più elevata. È importante abbinare l’utensile al materiale, controllare l’evacuazione dei trucioli, simulare il percorso, effettuare prove di sicurezza e misurare il tempo di ciclo completo. Quando il pezzo è adatto, l’HEM può trasformare la sgrossatura da parte più lenta del programma in una delle maggiori opportunità di aumento della produttività.
Per i team che stanno rivedendo il proprio approccio alla creazione delle strategie di lavorazione, CAM può aiutare a generare percorsi utensile all’interno CAM esistenti, consentendo ai programmatori di dedicare più tempo alla configurazione, alla convalida e al miglioramento dei processi.