
Was sind netzähnliche Teile?
Für die CNC-Bearbeitung stehen zwei Rohmaterialien zur Verfügung: geschmiedetes Knüppelmaterial oder NNS (Near Net Shape).
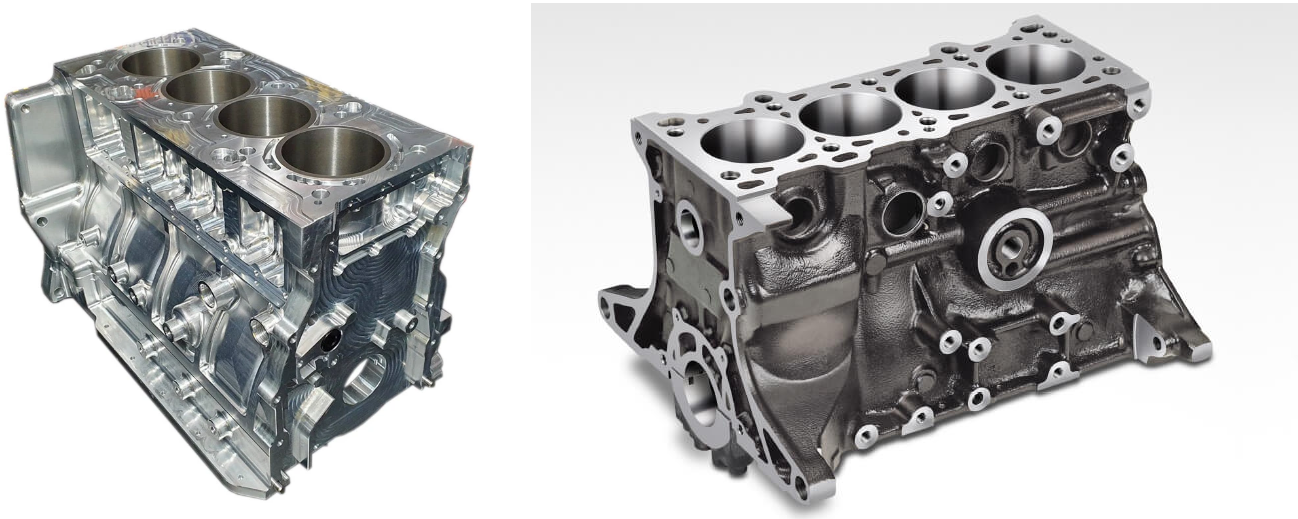
Die Bearbeitung von Knüppelmaterial bietet uns die Vorteile hervorragender Materialeigenschaften und gleichbleibender Qualität. Das Maß an Flexibilität und die geringen Investitionen in Werkzeuge können Knüppel auch zur besseren Option machen, insbesondere bei geringen Losgrößen und kleinen Teilen. Knüppel können jedoch teurer werden als NNS, wenn eine große Menge an Material in einer großen Anzahl von Einheiten entfernt werden muss (in einigen Fällen kann die Masse der Späne größer sein als die Masse des fertigen Produkts).
In diesem Fall kann es sinnvoll sein, vor dem Fräsen ein NNS-Verfahren einzuführen. Dabei wird ein Material verwendet, das bereits zu einer Größe und Form verarbeitet wurde, die der gewünschten Endgeometrie nahe kommt, die dann auf der CNC-Maschine effizienter und kostengünstiger bearbeitet werden kann. Es gibt viele Methoden zur Herstellung von NNS, einschließlich Warm- und Kaltschmieden, Sand- und Druckguss, Fertigung, Laserschneiden und Wasserstrahlschneiden - die Anforderungen des Entwurfs und des Projekts bestimmen, welche Methode verwendet wird.
Bearbeitete Merkmale werden unterschiedlich gestaltet, je nachdem, welches endkonturnahe Fertigungsverfahren wir wählen. Wir müssen bei der Konstruktion einen vollständig parallelen Ansatz verfolgen und gleichzeitig die Konstruktionsanforderungen, die Anforderungen an den Umformprozess und die Anforderungen an die CNC-Bearbeitung berücksichtigen.
Wann sollte man eine netzähnliche Form verwenden?
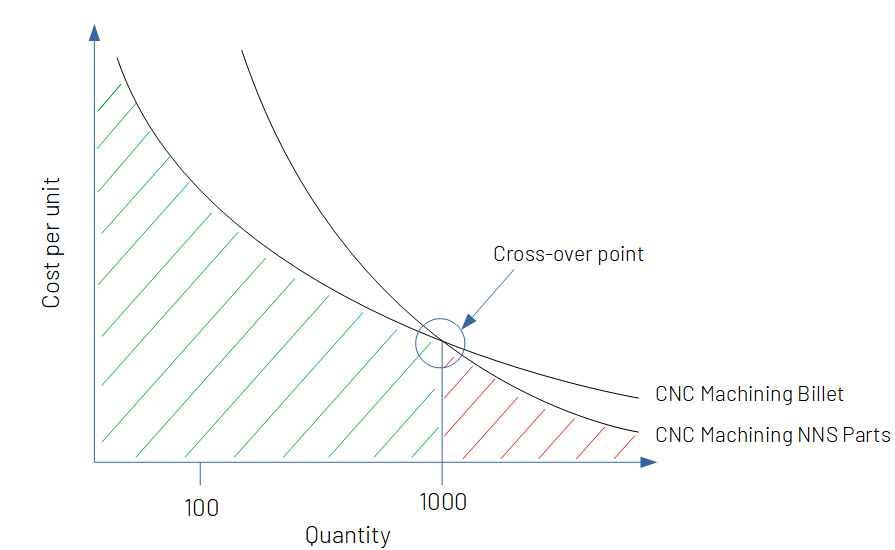
The primary reason is cost reduction for high volumes. Machining of near net-shape parts usually requires a very large up-front investment in moulds and tooling. This initial NNS investment won’t change whether we’re making 1 unit or 1000, so it is more economically viable to spread the up-front investment over a larger volume production. Conversely, CNC machining of billet material has a very low initial investment for low volume production and is very well suited to prototyping and small to medium production runs (<1,000 parts). As production volume increases for a given project, there is a cross-over point where machining of near net-shape parts is more cost effective than machining billet, over the life of the project.
Entwurfsüberlegungen für netznahe Form
Ungeschliffene Oberflächen im Endprodukt
In some circumstances it is acceptable to not machine all surfaces, which can offer opportunity for significant cost savings. First, you should understand the tolerances achievable with the selected process. Dimensional stability & surface finish of a moulding process will be far worse than what would be achieved by CNC machining (even roughing). For example a sand cast surface finish is typically >15Ra, compared with <3.2Ra achievable with milling.
Erfordert das Merkmal eine hohe Maßhaltigkeit oder können die geforderten Toleranzen im Umformprozess nicht erreicht werden, sollte es als gefrästes Merkmal konstruiert werden.
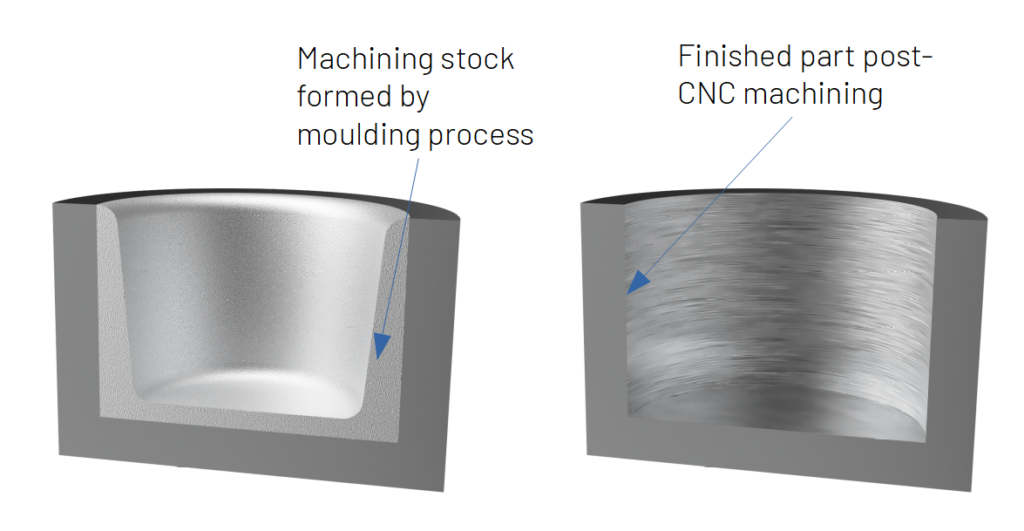
Bearbeitungszugabe hinzufügen
Bearbeitungszugabe oder "Rohteil" ist zusätzliches Material, das als Teil des Umformprozesses entsteht und anschließend durch CNC-Bearbeitung entfernt wird. Bei Umformprozessen kann es zu großen Maßabweichungen kommen; das geformte Teil kann bis zu einigen Millimetern kleiner sein als die von Ihnen entworfene Geometrie, was uns bei der CNC-Bearbeitung große Probleme bereiten kann.
Wenn sich eine Formfläche stark bewegt hat, kann es sein, dass das Schneidwerkzeug überhaupt keinen Kontakt mit dem Formteil hat. Das Ergebnis ist eine unbearbeitete oder teilweise bearbeitete Fläche, wo wir eine hochwertige CNC-gefertigte Fläche erwartet hatten. Dieser teilweise bearbeitete Zustand wird als "nicht sauber" bezeichnet.
Wir müssen sicherstellen, dass die CNC-Maschine immer den von uns gewünschten Schnitt ausführt, so dass zusätzliches Material eingeplant und in die gewünschte Form zurückbearbeitet wird.

Verstehen der Mindestwandstärken
Formgebungsverfahren sind oft auf eine minimale und maximale Wandstärke beschränkt. Sind die Wandstärken zu dünn, kühlt das Material ab und erstarrt, bevor es vollständig in den Formhohlraum fließt, was zu Defekten führt. Sind die Wandstärken zu hoch, kann es zu Schwindungsdefekten kommen. Der Gussformhersteller hat eigene Empfehlungen für die Mindestwandstärke. Wir empfehlen außerdem, keine Wandstärke von weniger als 3 mm zu bearbeiten.
There are often high forces when machining a part, and a thin wall will not be able to support those forces resulting in damage to the workpiece and/or the machining tool. Machining very thin walls (<3mm) is possible but slower and thereby more expensive, and should be avoided when possible.

Zulässige Mängel angeben
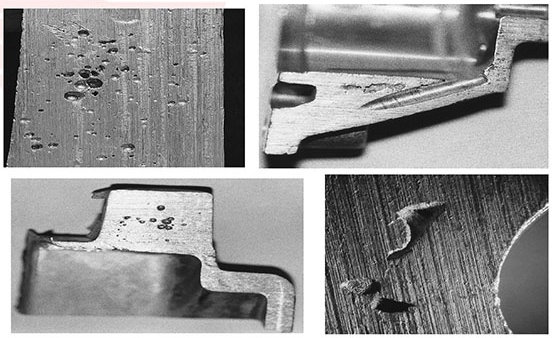
Alle geformten Teile weisen einen gewissen Grad an Fehlern auf. Null-Fehler-Teile sind fast unmöglich zu erreichen. Wir empfehlen Ihnen, Ihrem Lieferanten mitzuteilen, wo in Ihrer Konstruktion Fehler katastrophal wären und wo sie akzeptabel wären. Eine 3 mm große Blase mit Schrumpfungsporosität in einer gegossenen Kühlrippe eines luftgekühlten Zylinderkopfs mag kein Problem darstellen, aber der gleiche Fehler in der 3 mm dicken Wand zwischen Zylinder und Wassermantel eines wassergekühlten Motors wäre ein größeres Problem.
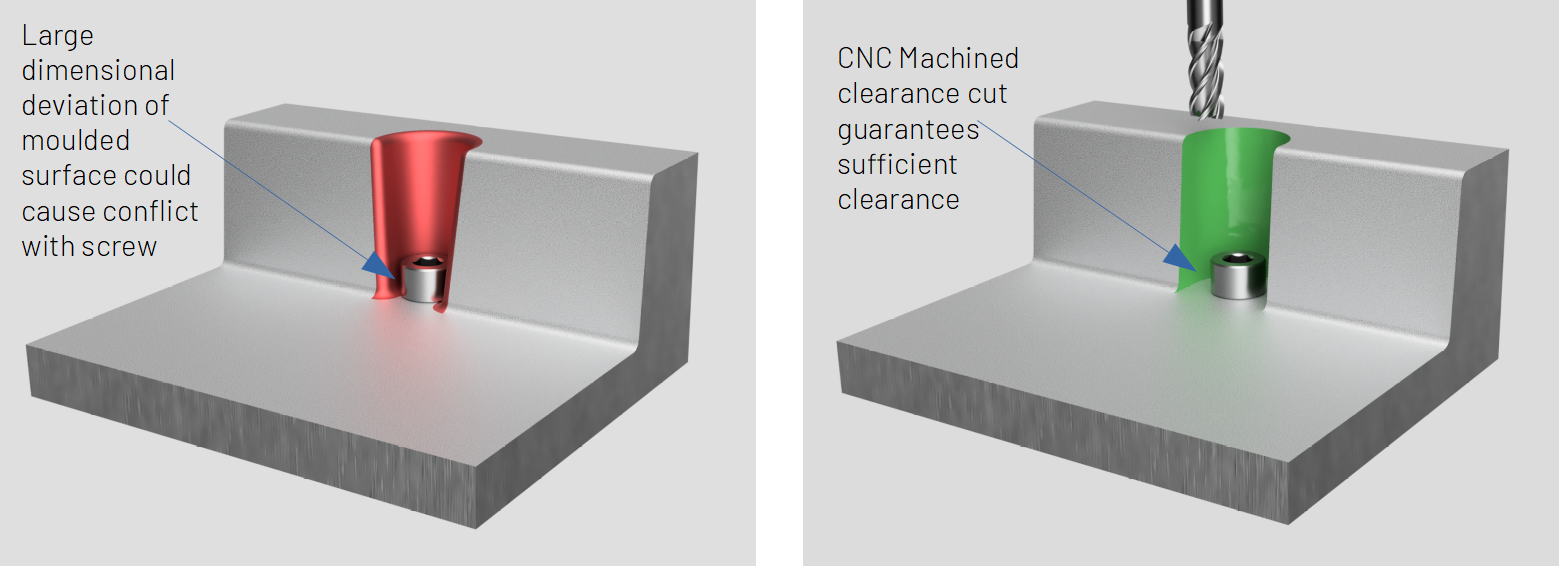
Designfreischnitte
Merkmale, die durch Umformprozesse entstehen, weisen ein hohes Maß an Maßabweichungen auf. Ein 250 mm langes Sandgussteil kann in der Länge bis zu 2,2 mm von der nominalen Entwurfsgeometrie abweichen. Dies müssen wir bei der Konstruktion berücksichtigen. Wenn die Verschiebung einer geformten Oberfläche um ein paar Millimeter zum Versagen Ihres Teils führen würde, empfehlen wir, einen Freiraum als CNC-gefrästes Merkmal hinzuzufügen. Dadurch wird sichergestellt, dass das Teil jederzeit wie gewünscht funktioniert.
Inhomogene Materialeigenschaften
Umformverfahren haben oft ihre eigenen spezifischen Werkstoffe, die wahrscheinlich geringere Materialeigenschaften haben als ihre Knüppeläquivalente. Berücksichtigen Sie dies und verwenden Sie verfahrensspezifische Materialspezifikationen, wenn Sie Berechnungen oder Finite-Elemente-Analysen durchführen. Die Materialeigenschaften sind in einem gefertigten Teil oft nicht homogen. Bei Gussteilen zum Beispiel kann Metall, das sehr langsam abgekühlt und erstarrt ist, eine sehr niedrige Streckgrenze aufweisen, die manchmal unter den angegebenen Materialdaten liegt. Ihr Lieferant sollte in der Lage sein, Ihnen werkstoff- und verfahrensspezifische Daten zur Verfügung zu stellen, die Sie im Konstruktionsprozess verwenden können.
Rohteilnullpunkte definieren
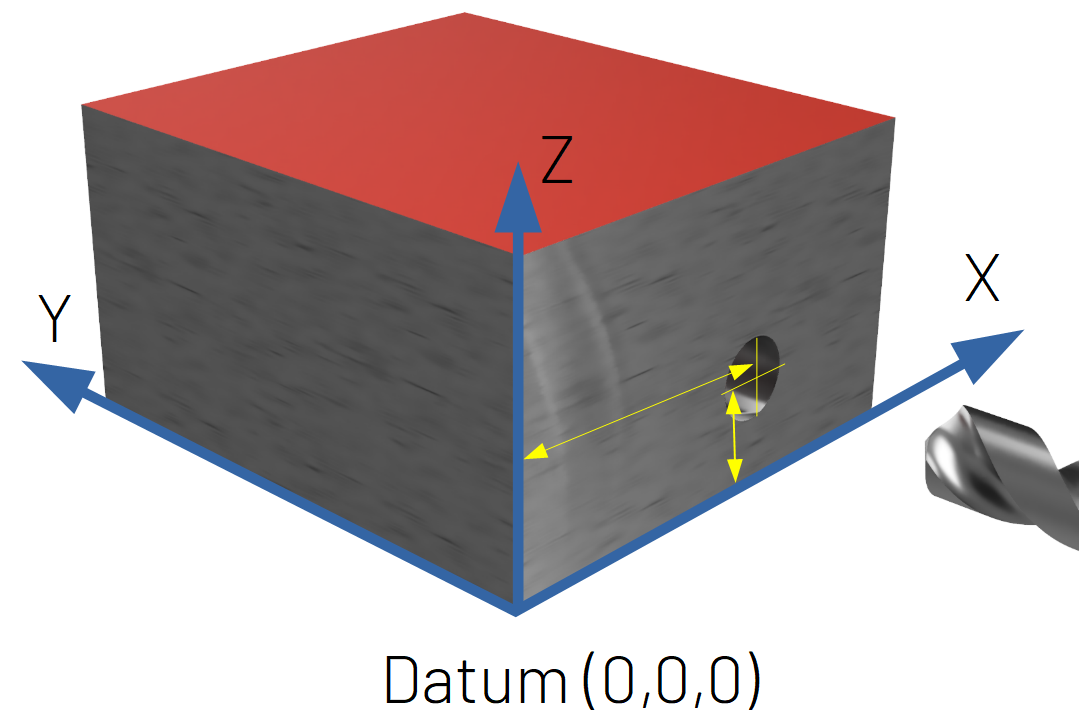
"Bezugspunkte" werden bei der CNC-Bearbeitung verwendet, um eine NULL-Position zu erzeugen. Alle anderen maschinell bearbeiteten Merkmale werden relativ zu diesem Bezugspunkt erstellt. Im Fall der Bohrung unten wissen wir also, wo auf der Vorderseite des Werkstücks sie sich befinden muss, basierend auf dem X- und Z-Abstand vom Bezugspunkt und der Tiefe, basierend auf dem Z-Bezugspunkt. Normalerweise erzeugt eine CNC-Maschine diesen Bezugspunkt durch die Bearbeitung von 3 ebenen Flächen. Dabei wird die Form der rohen Formgeometrie oft nicht berücksichtigt.
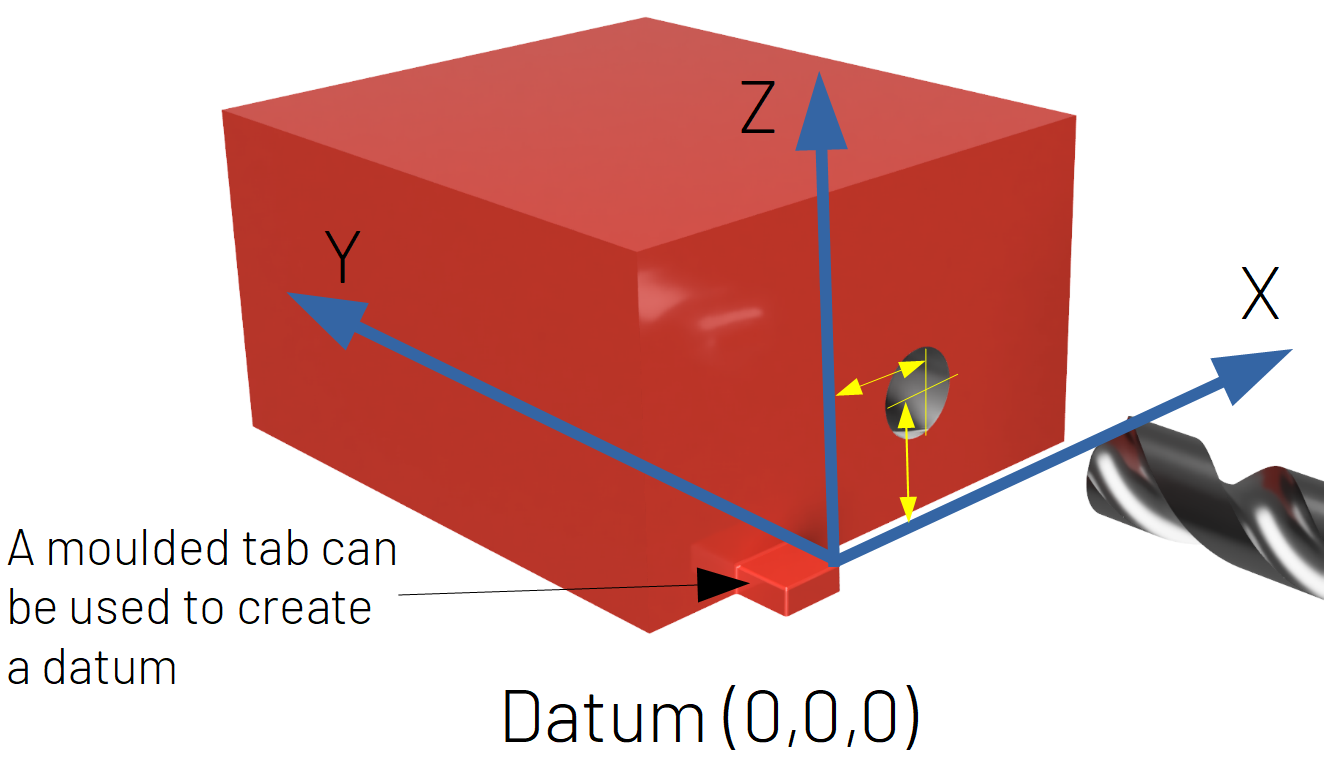
Bei der CNC-Bearbeitung ist es wichtig, die Form des rohen Formteils zu kennen. Sie wird sich aufgrund von Prozessvariationen leicht von der von Ihnen entworfenen Geometrie unterscheiden. Wir können die Geometrie jedes Rohteils mit verschiedenen Messtechniken messen, was jedoch teuer und zeitaufwändig sein kann. Eine bessere Lösung besteht darin, Bezugspunkte zu konstruieren, die im Rahmen des Umformprozesses erstellt und nicht nachträglich bearbeitet werden. Die CNC-Maschine kann dann an diesen Bezugspunkten ansetzen und sehr schnell mit der Bearbeitung beginnen, ohne dass eine Messung erforderlich ist.
Eckradien berücksichtigen
Formgebungs- und Gussverfahren erfordern fast immer minimale Radien. Scharfe Ecken in Formteilen sind aus zwei Gründen ungünstig. Erstens wird bei vielen Formgebungsverfahren Wärme zur Formung des Teils verwendet, und scharfe Ecken begünstigen eine starke Fokussierung dieser Wärme, was zu möglichen Defekten führt. Zweitens, wenn die Form einen negativen Abdruck der erforderlichen Geometrie darstellt (z. B. beim Druckguss), wird ein Innenradius am Teil durch einen Außenradius an der Form gebildet. Eine scharfe Ecke an einer Gussform wird wahrscheinlich mit der Zeit abgenutzt, und ein natürlicher, unkontrollierter Radius bildet sich wahrscheinlich von selbst. Wir empfehlen Ihnen, sich mit Ihrem Lieferanten über die minimal erforderlichen Eckenradien zu unterhalten. Wenn ein Eckenradius für Ihre Konstruktion nicht akzeptabel ist, könnte die Konstruktion des Merkmals als CNC-Bearbeitung geeigneter sein.
Entwurf in Entwurfswinkeln
Entformungswinkel sind oft erforderlich, um das Teil aus der Form oder dem Werkzeug zu entnehmen. Ihr Near-Net-Shape-Lieferant kann Sie über die minimal erforderlichen Entformungswinkel für die Herstellung beraten. Wenn Ihr Entwurf keine entformte Wand zulässt, können Sie das Merkmal durch einen Bearbeitungsprozess fertigstellen.
Die Bearbeitung von endkonturnahen Teilen ist eine großartige Möglichkeit, die Kosten für Ihr Produkt zu senken. Entwerfen Sie nach unseren bewährten Verfahren, um sicherzustellen, dass Ihr mit CloudNC bearbeitetes Teil von höchster Qualität ist. Wenn Sie unsicher sind, wenden Sie sich an unser Expertenteam für Design for Manufacturing, um Ihr Projekt zu besprechen!



