Beim Schruppen verbergen sich oft die CNC-Zykluszeiten. Eine Aussparung, die auf der Zeichnung einfach aussieht, kann sich auf der Maschine als lange Abfolge von starken Zerspanungsvorgängen, vorsichtigen Vorschubgeschwindigkeiten und Problemen beim Wärmemanagement erweisen. Das hocheffiziente Fräsen, oft mit HEM abgekürzt, löst dieses Problem, indem es den Fräserkontakt unter Kontrolle hält und gleichzeitig die Vorschubgeschwindigkeit und die axiale Schnitttiefe erhöht.
Das Ergebnis kann beeindruckend sein. In einem Artikel der Zeitschrift „Modern Machine Shop“ über hocheffiziente Frästechniken wird darauf hingewiesen, dass sich die Zykluszeiten beim Schruppen bei einigen Anwendungen um bis zu 80 % verkürzen lassen, wenn auch oft nur für bestimmte Merkmale des Werkstücks.
Dennoch erklärt dies, warum das hocheffiziente Fräsen (HEM) zu einer bevorzugten Bearbeitungsstrategie für Betriebe geworden ist, die die Zykluszeit beim Schruppen auf CNC-Maschinen verkürzen möchten. Wenn das Werkstück, die Maschine, die Werkstückspannung, der Fräser und CAM gut aufeinander abgestimmt sind, kann HEM Material schneller abtragen und gleichzeitig das Werkzeug weniger stark belasten.
Was versteht man unter hocheffizientem Fräsen?
HEM ist eine Schruppstrategie, bei der im Vergleich zu vielen herkömmlichen Schruppverfahren eine geringe radiale Schnitttiefe, eine größere axiale Schnitttiefe und eine höhere Vorschubgeschwindigkeit zum Einsatz kommen. Einfach ausgedrückt: Der Fräser nimmt seitlich einen schmaleren Schnitt vor, schneidet entlang seiner Länge tiefer ein und bewegt sich schneller durch das Material.
Diese Kombination ist wichtig, da sie die Wärmeentwicklung und den Verschleiß auf einen größeren Bereich der Schneidkante verteilt. Machining Doctor erklärt, dass die Frästiefe zwei Dimensionen hat: die radiale Schnitttiefe, also den Einschnitt senkrecht zur Werkzeugachse, und die axiale Schnitttiefe, also den Einschnitt entlang der Werkzeugachse. Beim HEM-Verfahren verlagert sich das Gleichgewicht hin zu einem geringeren radialen und einem tieferen axialen Einschnitt.
Die Schlüsselbegriffe lauten:
- Radiale Schnitttiefe (RDOC): Wie weit das Werkzeug seitlich in das Material vordringt.
- Axiale Schnitttiefe (ADOC): Wie tief das Werkzeug entlang seiner Mittellinie in das Werkstück eindringt.
- Spanabnahme: Die Dicke des Materials, das von jedem Zahn abgetragen wird.
- Eingriffswinkel: Der Winkel, um den der Fräser an jedem Punkt mit dem Werkstück in Kontakt steht.
Bei der konventionellen Schwerbearbeitung werden üblicherweise ein großer Vorschub und eine geringere axiale Schnitttiefe verwendet. Beim HEM-Verfahren wird die radiale Schnitttiefe verringert und die axiale Schnitttiefe erhöht. Kennametal beschreibt seine dynamischen Fräser als für eine geringe radiale Eingriffstiefe und eine volle Schnittlänge ausgelegt, was den grundlegenden mechanischen Ansatz dieser Strategie verdeutlicht.
Ziel ist es, die Schnittkräfte besser vorhersehbar zu halten, einen größeren Teil der Schneidlänge zu nutzen und plötzliche Belastungsspitzen des Werkzeugs zu vermeiden. Aus diesem Grund wird HEM oft als „Konstant-Eingriff“-Ansatz bezeichnet. Das Ziel besteht darin, zu verhindern, dass der Fräser an einer Stelle stark belastet wird, insbesondere in Ecken, Nuten und Taschen, wo der Eingriff schnell ansteigen kann.
Wissenschaftliche Arbeiten stützen diesen Grundsatz. Untersuchungen zur trochoidähnlichen Werkzeugbahnplanung beschreiben einen konstanten Eingriffswinkel als Möglichkeit, die Stabilität beim hocheffizienten Fräsen zu verbessern, insbesondere dort, wo ein wechselnder Fräsereingriff zu Rattern oder ineffizientem Zerspanen führen kann.
Die Zahlen: Wie HEM die Schruppzeit verkürzt
Die wichtigste Kennzahl bei HEM ist die Verkürzung der Schruppzykluszeit. Bei richtiger Anwendung ergeben sich die Vorteile aus dem Zusammenspiel dreier Effekte.
Erstens verringert ein kleiner Stepover die radiale Schnittkraft. Das Werkzeug dringt weniger tief in das Material ein, sodass es sich schneller bewegen kann, ohne überlastet zu werden. Zweitens wird bei einem tieferen axialen Schnitt ein größerer Teil der Spiralnutlänge genutzt, wodurch sich der Verschleiß über den gesamten Fräser verteilt, anstatt sich in der Nähe der Werkzeugspitze zu konzentrieren. Drittens ermöglicht die radiale Spanverdünnung eine Erhöhung des programmierten Vorschubs pro Zahn bei gleichzeitiger Beibehaltung einer angemessenen Spandicke.
Auf diese Weise kann HEM mehr Material pro Minute abtragen, ohne das Werkzeug einfach mit größerer Kraft durch den Schnitt zu drücken. Anstatt einen breiten, langsamen Schnitt auszuführen, nimmt der Fräser einen schmalen, kontrollierten Schnitt bei höherem Vorschub und größerer Schnitttiefe vor.
Ein einfaches Beispiel verdeutlicht, warum die Gesamtzeitersparnis vom jeweiligen Werkstück abhängt. Angenommen, für ein Werkstück sind 40 Minuten Schruppbearbeitung, 10 Minuten Schlichtbearbeitung sowie 5 Minuten für Werkzeugwechsel, Abtastvorgänge und Handhabung erforderlich. Wenn HEM die Schruppzeit um 60 % verkürzt, verkürzt sich die Gesamtlaufzeit von 55 Minuten auf 31 Minuten. Verringert sich die Schruppzeit um 80 %, sinkt die Gesamtlaufzeit auf 23 Minuten.
Das ist zwar immer noch eine erhebliche Einsparung, zeigt aber auch, warum „80 % schnelleres Schruppen“ und „80 % schnellerer Gesamtzyklus“ unterschiedliche Aussagen sind. HEM entfaltet seine größte Wirkung, wenn das Schruppen einen großen Teil des Programms ausmacht, der Materialabtrag hoch ist und die Maschine, die Werkstückspannung sowie die Werkzeuge diese Strategie unterstützen können.
Trochoidales Fräsen erklärt
Das trochoidale Fräsen ist eine der bekanntesten HEM-Werkzeugbahnarten. Anstatt mit der gesamten Fräserbreite gerade durch das Material zu fräsen, bewegt sich das Werkzeug in einer Abfolge von Schleifen oder Kreisbögen. Bei jedem Bogen wird eine kontrollierte Materialmenge abgetragen, anschließend fährt der Fräser weiter und wiederholt die Bewegung.
Dadurch bleibt der radiale Eingriff gering, was zu einer gleichmäßigeren Spanbelastung beiträgt. Dies ist besonders nützlich beim Fräsen von Nuten, beim Ausfräsen von Taschen, bei der Bearbeitung enger Innenecken oder bei der Bearbeitung härterer Werkstoffe, bei denen ein Eingriff über die gesamte Breite zu viel Wärme und Kraft erzeugen würde.
Seco Tools beschreibt das trochoidale Fräsen als eine spiralförmige Werkzeugwegstrategie, bei der mit geringer radialer Schnitttiefe und hoher axialer Schnitttiefe Nuten gefräst werden, die breiter sind als der Werkzeugdurchmesser. Zu den Vorteilen zählt Seco außerdem die radiale Spanverdünnung, höhere Vorschubgeschwindigkeiten, eine verbesserte Genauigkeit und eine längere Standzeit des Werkzeugs.
Das trochoidale Fräsen kann die Standzeit und die Prozessstabilität sowie die Geschwindigkeit verbessern. Der Fräser taucht nur selten tief in den Schnitt ein. Das Werkzeug verbringt weniger Zeit bei hoher Belastung, Späne können leichter abtransportiert werden und das Programm kann plötzliche Belastungsspitzen vermeiden.
Iscar hebt zudem das Trochoidfräsen als effektives Verfahren für tiefe Nuten, Taschen und Hohlräume sowie als vielversprechende Methode für schwer zerspanbare Werkstoffe wie Titan und Hochtemperatur-Superlegierungen hervor.
Zu den guten Anwendungsfällen gehören:
- Tiefe Nuten, bei denen ein Schnitt über die gesamte Breite das Werkzeug überlasten würde.
- Bereiche mit engen Ecken, in denen die Belastung schnell ansteigt.
- Komponenten für die Luft- und Raumfahrt, die Medizintechnik sowie Formteile mit hohem Materialabtrag.
- Robuste Werkstoffe wie Edelstahl, Titan und Nickellegierungen.
- Werkzeuge mit großer Reichweite, bei denen die Durchbiegungskontrolle eine wichtige Rolle spielt.
Dies ist weniger sinnvoll, wenn das Werkstück eine sehr flache Schruppbearbeitung aufweist, die Werkstückspannung unzureichend ist, die Maschinenbeschleunigung gering ist oder Merkmale vorliegen, bei denen die zusätzliche Weglänge den Vorteil eines höheren Vorschubs überwiegt.
5 HEM-Strategien, die Sie noch heute anwenden können
Beginnen Sie mit einem leichten radialen Eingriff
Der erste praktische Schritt besteht darin, den Stepover zu verringern. Bei vielen HEM-Werkzeugbahnen wird zunächst radial nur ein kleiner Prozentsatz des Fräserdurchmessers genutzt, anschließend werden die axiale Schnitttiefe und die Vorschubgeschwindigkeit erhöht, um die Materialabtragsrate zu steigern.
Als praktischer Richtwert empfiehlt Sandvik Coromant, dass die maximale radiale Schnitttiefe beim trochoidalen Fräsen 20 % des Fräserdurchmessers nicht überschreiten sollte. Der genaue Wert hängt vom Werkzeugdurchmesser, der Anzahl der Schneiden, dem Werkstoff, der Maschinenleistung, dem Werkzeugüberstand und der Kühlmittelstrategie ab.
Ein flacherer Radialschnitt verringert die Seitenbelastung, verändert jedoch auch das Verhältnis zwischen dem programmierten Vorschub pro Zahn und der tatsächlichen Spandicke. Das führt direkt zur nächsten Strategie.
Berücksichtigung der radialen Spanabnahme
Wenn der radiale Eingriff abnimmt, wird der Span dünner, als es der programmierte Vorschub pro Zahn vermuten lässt. Wird der Vorschub nicht angepasst, kann das Werkzeug reiben, anstatt sauber zu schneiden. Dies führt zu Wärmeentwicklung, einer schlechten Oberflächengüte und vorzeitigem Verschleiß.
WIDIA erklärt, dass bei einer radialen Schnittbreite von 40 % oder weniger die durchschnittliche Spandicke abnimmt und die Vorschubgeschwindigkeit zum Ausgleich erhöht werden muss. Dies ist einer der wichtigsten Aspekte der HEM-Bearbeitungsstrategie, da ein leichter Radialschnitt nur dann ordnungsgemäß funktioniert, wenn die Spandicke stimmt.
Der Leitfaden von Machining Doctor zum Thema Spanabtrag beschreibt dasselbe grundlegende Problem: Wenn die radiale Schnitttiefe kleiner ist als der Fräserradius, ist die Spanbelastung geringer als der Vorschub pro Zahn. In der Praxis bedeutet ein geringer Schrittabstand nicht automatisch, dass der Fräser korrekt schneidet. Es kann zu Reibung kommen, sofern der Vorschub nicht auf die tatsächliche Spandicke eingestellt wurde.
Für Programmierer lautet die praktische Erkenntnis ganz einfach: Kopieren Sie keinen herkömmlichen Vorschub in einen HEM-Werkzeugweg. Nutzen Sie Werkzeugdaten, einen Spanabtrag-Rechner, CAM und einen sicheren Testlauf.
Nutze einen größeren Teil der Flötenlänge
HEM ist für tiefere axiale Schnitte ausgelegt. Anstatt das Ende des Fräsers abzunutzen, verteilt diese Strategie die Belastung über einen größeren Teil der Schneidkante. Bei richtiger Einstellung kann dies den Materialabtrag erhöhen und gleichzeitig die Standzeit des Werkzeugs verlängern.
Das bedeutet jedoch nicht, dass jeder Bearbeitungsvorgang mit der maximalen Schneidlänge durchgeführt werden sollte. Der Werkzeugüberstand, die Steifigkeit des Halters, der Zustand der Maschine und die Werkstückaufspannung spielen ebenfalls eine Rolle. Bei Werkzeugen mit großer Reichweite sollten Sie die Zerspanungsaggressivität reduzieren und auf Rattern achten. Bei kürzeren, steifen Aufspannungen erzielt HEM oft die größten Vorteile bei der Schruppbearbeitung durch eine tiefere axiale Einspannung.
Das Prinzip ist einfach: Wenn der Fräser einen größeren Teil seiner Schneide sicher nutzen kann, kann der Betrieb die Anzahl der Stufen reduzieren, die Wärme über eine längere Spiralänge verteilen und pro Durchgang mehr Material abtragen.
Wählen Sie den richtigen Fräser aus
Ein Universal-Schaftfräser mag für erste Testläufe geeignet sein, doch bei HEM zahlen sich speziell für diese Strategie entwickelte Werkzeuge aus. Achten Sie auf Vollhartmetall-Schaftfräser mit einer robusten Kerngeometrie, einer angemessenen Anzahl an Schneiden, guter Spanabfuhr, variabler Spirale oder variabler Steigung sowie einer für das Material geeigneten Beschichtung.
Bei Stählen und härteren Legierungen kann eine höhere Anzahl an Schneiden die geringere Spanbelastung und den höheren Vorschub unterstützen, die bei der HEM-Bearbeitung zum Einsatz kommen. Bei Aluminium sind in der Regel eine geringere Anzahl an Schneiden und eine gute Spanabfuhr wichtiger.
Die Werkzeugauswahl sollte das gesamte System berücksichtigen. Die Leitlinien von Kennametal für dynamische Fräser verweisen auf Merkmale wie Spanführung, Optionen für die interne Kühlmittelzufuhr und werkstoffspezifische Spiralformen. Diese Details sind von Bedeutung, da bei der HEM-Bearbeitung häufig viele dünne Späne bei hohen Vorschubgeschwindigkeiten anfallen.
Ein kurzer, steifer Fräser in einer stabilen Halterung kann in der Regel eine stärkere axiale Belastung aushalten als ein Werkzeug mit großer Reichweite. Eine Maschine mit begrenzter Beschleunigung kann zudem Schwierigkeiten haben, bei kleinen Bogenläufen und Richtungswechseln eine gleichmäßige Bewegung aufrechtzuerhalten, selbst wenn die Spindelleistung auf dem Papier ausreichend erscheint.
Chips und Wärme kontrollieren
HEM hängt von einer sauberen Spanabfuhr ab. Zurückfließende Späne können die Schneidkante beschädigen, die Oberfläche verunstalten und die Werkzeugbelastung erhöhen. Je nach Werkstoff und Fräser können Luftstrahl, Durchflusskühlung oder Hochdruckkühlung erforderlich sein.
Bei Aluminium liegt der Schwerpunkt häufig auf der Spanabfuhr und der Vermeidung von Spanansammlungen an der Schneidkante. Bei Stählen und hitzebeständigen Legierungen hängt die Kühlmittelstrategie von den Werkzeugen, der Beschichtung und den Schnittdaten ab. Befolgen Sie die Anweisungen des Werkzeugherstellers und überprüfen Sie anschließend die Ergebnisse an der Maschine anhand der Spindelbelastung, der Geräuschentwicklung, der Spansfarbe, des Werkzeugverschleißes und der Oberflächengüte des Werkstücks.
Die Spanabfuhr ist besonders in tiefen Taschen und Nuten von großer Bedeutung. In solchen Bereichen können Späne in der Nähe des Schneidwerkzeugs hängen bleiben und eine stabile HEM-Strategie in eine instabile verwandeln. Wenn sich das Laufgeräusch der Maschine verändert, die Spindelbelastung steigt oder sich Späne in der Schnittfuge ansammeln, sollten Sie die Aggressivität verringern und die Spanabfuhr anpassen, bevor Sie den Vorschub wieder erhöhen.
Wie CAM HEM praktikabel macht
Die Herausforderung beim hocheffizienten Fräsen besteht darin, dass das Prinzip zwar einfach ist, die Programmierung jedoch komplex sein kann. Ein guter HEM-Werkzeugweg muss den Eingriff in den Ecken steuern, plötzliche Belastungen des Fräsers vermeiden, Ein- und Ausfahrbewegungen optimieren, die Spandicke konstant halten und das Fräsen ohne Spanbildung auf ein Minimum beschränken.
Das lässt sich bei komplexeren Geometrien nur schwer manuell bewerkstelligen. Moderne CAM helfen dabei, indem sie Werkzeugwege berechnen, die Spitzen im Eingriff reduzieren und die Bewegung in Ecken und bei schmalen Strukturen anpassen.
In der Dokumentation zu „Adaptive Clearing“ von Autodesk wird erläutert, dass diese Strategie einen konstanten Kontakt zwischen dem Werkzeug und dem umgebenden Material gewährleistet und dabei Schnitte verwendet, die abrupte Richtungsänderungen minimieren. Autodesk weist darauf hin, dass dies das Risiko eines Werkzeugbruchs verringern und die Standzeit des Werkzeugs verlängern kann.
Auf der Seite „Dynamic Motion“Mastercam wird ein ähnlicher Ansatz beschrieben, der auf den Prinzipien der Eingriffsbearbeitung, kleineren Schrittweiten und einer gleichmäßigen Spandicke basiert. Mastercam , dass diese Werkzeugwege höhere Vorschubgeschwindigkeiten ermöglichen und in der Praxis zu schnelleren Schrupp- und Taschenfräszyklen führen.
Siemens CAM beschreibt das „3D Adaptive Roughing“ zudem als eine leistungsstarke Zerspanungsstrategie, die tiefe Schnitte und eine gleichmäßige Werkzeugbelastung ermöglicht und bei der Bearbeitung harter Werkstoffe zu einer Verkürzung der Zykluszeiten um bis zu 60 % führt.
Auch hier könnenCAM Programmierer dabei unterstützen, Bearbeitungsstrategien schneller zu bewerten. CAM hilft bei der Erstellung von Bearbeitungsstrategien und Werkzeugwegen innerhalb bestehender CAM , wobei es den Programmierern überlassen bleibt, diese zu überprüfen und anzupassen, bevor die Aufträge an die Maschine gesendet werden.
Entscheidend ist die Kontrolle. HEM sollte weiterhin simuliert, anhand der Werkstückspannung überprüft, sicher erprobt und an die tatsächliche Maschine angepasst werden. Die Software kann dabei helfen, eine solide Ausgangsbasis zu schaffen, doch das Urteilsvermögen des Maschinenbedieners bleibt entscheidend.
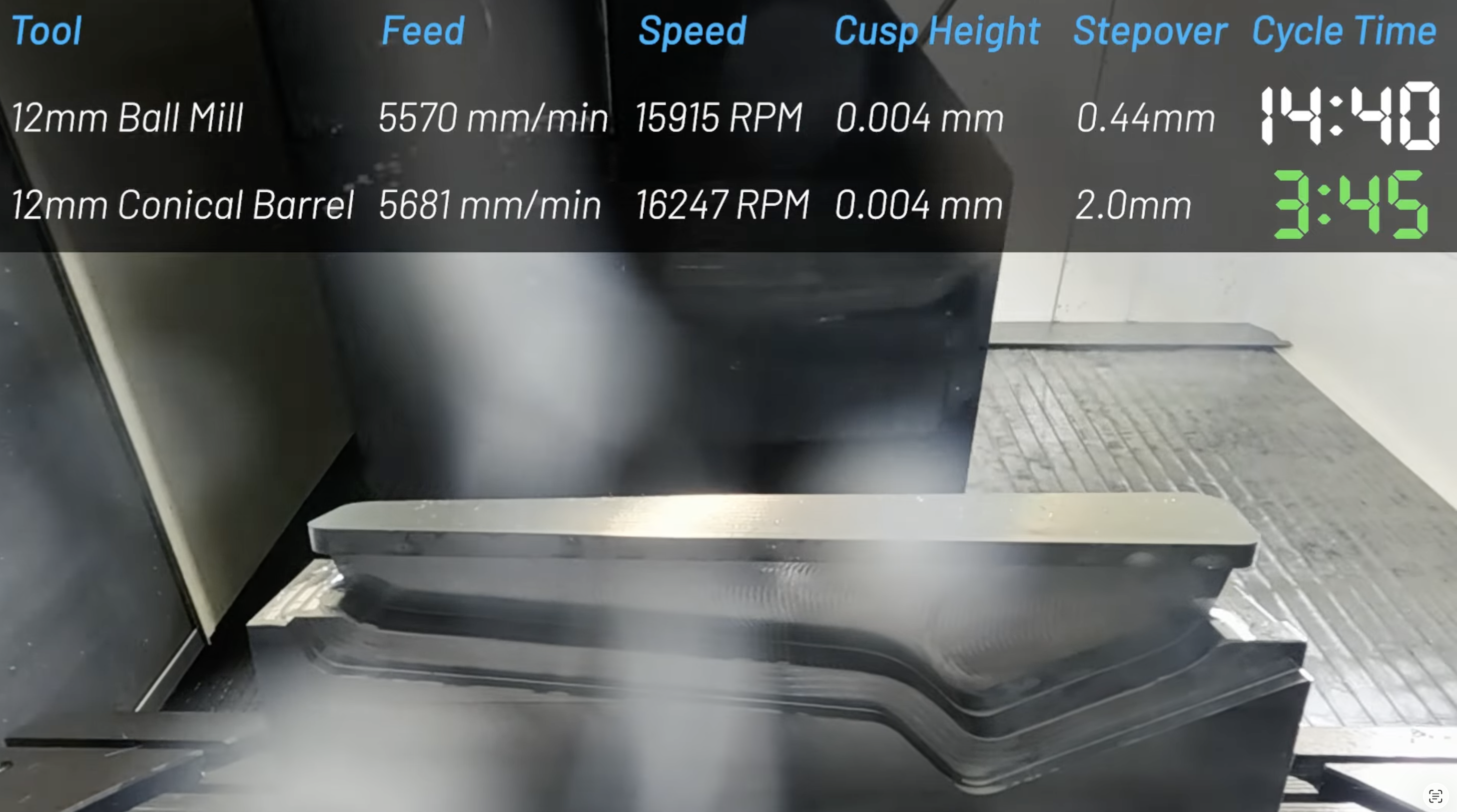
Hier ist ein Video, das einige fortgeschrittene Techniken zeigt, die wir in unserem Werk in Chelmsford bei komplexen Luft- und Raumfahrtteilen mit Freiformelementen anwenden:
Häufige Fehler bei HEM und wie man sie vermeidet
Zu viele Stepover
Der häufigste Fehler besteht darin, HEM wie eine herkömmliche Schruppbearbeitung mit höherem Vorschub zu behandeln. Ist der radiale Eingriff zu groß, steigen die Schnittkräfte schnell an, und das Werkzeug verliert die Stabilität, die für den Erfolg von HEM entscheidend ist. Beginnen Sie konservativ und erhöhen Sie den Vorschub erst, wenn Spanbildung, Werkzeugverschleiß und Spindelbelastung stabil erscheinen.
Das Ausdünnen des Chips ignorieren
Bei kleinen Überlappungen ist eine Vorschubkompensation erforderlich. Ohne diese kann das Werkzeug scheuern, Wärme entwickeln und vorzeitig ausfallen. Dies kann dazu führen, dass ein Programm auf dem Papier zwar sicher aussieht, auf der Maschine jedoch schlecht funktioniert.
Die Wahl einer ungeeigneten Werkzeuggeometrie
Ein Fräser mit unzureichendem Spanabtransport, übermäßigem Überstand oder einer falschen Anzahl an Schneiden kann die gesamte Strategie beeinträchtigen. Passen Sie den Fräser an das Material, die Taschentiefe, den radialen Eingriff und die Kühlmittelzufuhr an.
Schwache Setups zu aggressiv spielen
HEM reduziert zwar die radiale Schnittkraft, macht jedoch eine hohe Steifigkeit nicht überflüssig. Die Werkstückspannung, die Qualität der Werkzeughalter, der Zustand der Spindel und die Beschleunigung der Maschine beeinflussen das Ergebnis. Wenn die Aufspannung flexibel ist, sollten Sie die axiale Einschnitttiefe, den radialen Eingriff oder die Vorschubgeschwindigkeit reduzieren, bevor Sie versuchen, die Zykluszeit zu verkürzen.
Wenn die Ecken den Fräser überlasten
An Ecken kommt es häufig zu Spitzen im Eingriff. Verwenden Sie Werkzeugwege, die einen konstanten Eingriff gewährleisten, reduzieren Sie den Versatz in Ecken und vermeiden Sie ein zu tiefes Einstechen des Fräsers. Simulieren Sie den Werkzeugweg und prüfen Sie enge Innenradien sorgfältig.
Den gesamten Zyklus vergessen
HEM kann die Schruppbearbeitung revolutionieren, ist jedoch nur ein Teil des Gesamtprozesses. Schlichtdurchgänge, Werkzeugwechsel, Messungen, Entgraten, Beladen und Prüfung wirken sich weiterhin auf die Gesamtleistung aus. Erfassen Sie die gesamte Zykluszeit vor und nach der Umstellung, damit die Verbesserung genau gemessen werden kann.
Fazit
Das hocheffiziente Fräsen ist eine der praktischsten Methoden, um die Zykluszeit beim Schruppen auf CNC-Maschinen zu verkürzen. Die Kernstrategie ist einfach: den radialen Eingriff verringern, den axialen Eingriff erhöhen, die Spanverdünnung berücksichtigen und Werkzeugwege verwenden, die die Belastung des Fräsers stabil halten.
Die besten Ergebnisse lassen sich erzielen, wenn HEM als umfassende Bearbeitungsstrategie betrachtet wird und nicht nur als eine einzelne, höhere Vorschubgeschwindigkeit. Passen Sie das Werkzeug an das Werkstoffmaterial an, steuern Sie die Spanabfuhr, simulieren Sie die Fräsbahn, führen Sie einen sicheren Testlauf durch und messen Sie die gesamte Zykluszeit. Wenn das Werkstück gut geeignet ist, kann HEM das Schruppen vom langsamsten Teil des Programms zu einer der größten Chancen für Produktivitätssteigerungen machen.
Für Teams, die ihre Vorgehensweise bei der Erstellung von Bearbeitungsstrategien überprüfen, kann CAM dabei helfen, Werkzeugwege innerhalb bestehender CAM zu generieren, sodass Programmierer mehr Zeit haben, sich auf die Einrichtung, Validierung und Prozessoptimierung zu konzentrieren.