(Este é um artigo de blogue escrito por Carl Caldwell,CAM na DMG MORI).
Passei a maior parte da minha carreira a trabalhar com Siemens — como utilizador avançado, prestando apoio direto aos clientes e, agora, na DMG MORI, onde o NX está na base de grande parte do nosso trabalho, tanto do ponto de vista da engenharia como das máquinas-ferramentas.
Devido a esse contexto, muitas vezes fazem-me uma pergunta habitual quando surgem novas ferramentas de automação no CAM:
«Não se trata apenas de usinagem baseada em características?»
É uma pergunta pertinente. A maquinação baseada em características (FBM) já existe há muito tempo, é poderosa e, no ambiente certo, pode proporcionar ganhos reais de produtividade. Mas, depois de ter utilizado CAM da CloudNC em conjunto com a FBM, estou convencido de que se trata de ferramentas fundamentalmente diferentes — concebidas para realidades muito distintas na indústria transformadora moderna.
Deixa-me explicar porquê.
Maquinação baseada em características: potente, mas concebida para fins específicos
A maquinação baseada em características é um sistema baseado no conhecimento e orientado por regras. Quando funciona bem, funciona mesmo muito bem.
Já vi o FBM a produzir resultados excelentes em ambientes onde:
- A geometria é altamente consistente
- As peças são, na sua maioria, prismáticas
- As mesmas funcionalidades repetem-se constantemente
- Os processos são repetidos em grande escala
Um bom exemplo são as bases de moldes. As bases de moldes consistem normalmente em cavidades, orifícios e elementos prismáticos padrão. Numa oficina com a qual trabalhei, um programador especializado utilizava o FBM quase exclusivamente para a criação de bases de moldes, reduzindo o tempo de programação em cerca de 60%. Isso é uma verdadeira vantagem.
Da mesma forma, em aplicações automotivas em que geometrias específicas de orifícios ou estratégias de perfuração se repetem em muitas peças, o FBM pode justificar o esforço inicial significativo necessário para criar e manter essas regras.
E essa é a frase-chave: esforço inicial.
O custo do FBM é pago antes de se cortar uma lasca
A maquinação baseada em características não funciona «de imediato» para a maioria das peças reais.
Para tirar o máximo partido do FBM, normalmente é necessário:
- É hora de criar e ajustar conjuntos de regras
- Conhecimento aprofundado do sistema
- Competências de criação de conteúdos baseadas em funcionalidades
- Manutenção contínua à medida que as ferramentas e as estratégias evoluem
Num projeto em que trabalhei, a implementação de um processo FBM robusto exigiu quase um mês de trabalho dedicado. Esse investimento só fez sentido porque a geometria nunca mudou.
E o FBM é, por natureza, estático. A menos que o atualize manualmente, não evolui com:
- Novas tecnologias de percursos de ferramenta
- Novas estratégias de maquinagem
- Alterações nas melhores práticas
Vimos isso claramente com a fresagem adaptativa no NX. Foram necessárias várias versões até que os fluxos de trabalho FBM começassem a adotá-la — e, em muitos casos, ainda não o fazem por predefinição.
Isso não é uma crítica ao FBM. É simplesmente o que acontece quando os sistemas baseados no conhecimento estão fortemente ligados a regras predefinidas.
Onde o FBM começa a falhar
Assim que se sai do âmbito do trabalho básico e altamente repetitivo, torna-se mais difícil justificar o FBM.
Em particular:
- Geometria mista 3+2 ou contornada
- Características especiais
- Remoção de material ao estilo aeroespacial
- Trabalhos de produção sob encomenda com grande variedade e baixos volumes
O FBM reconhece frequentemente algumas características, mas não todas. Acaba por ter de editar, eliminar ou reconstruir manualmente os percursos da ferramenta. E no NX, depois de escolher um tipo de operação, muitas vezes não é possível alterá-lo posteriormente — tem de recomeçar do início.
Nessa altura, já não estás a poupar tempo. Estás a lutar contra o sistema.
CAM : Uma filosofia diferente
CAM aborda o problema de uma perspetiva totalmente diferente.
Em vez de perguntar:
«A que elemento predefinido pertence esta geometria?»
A pergunta é:
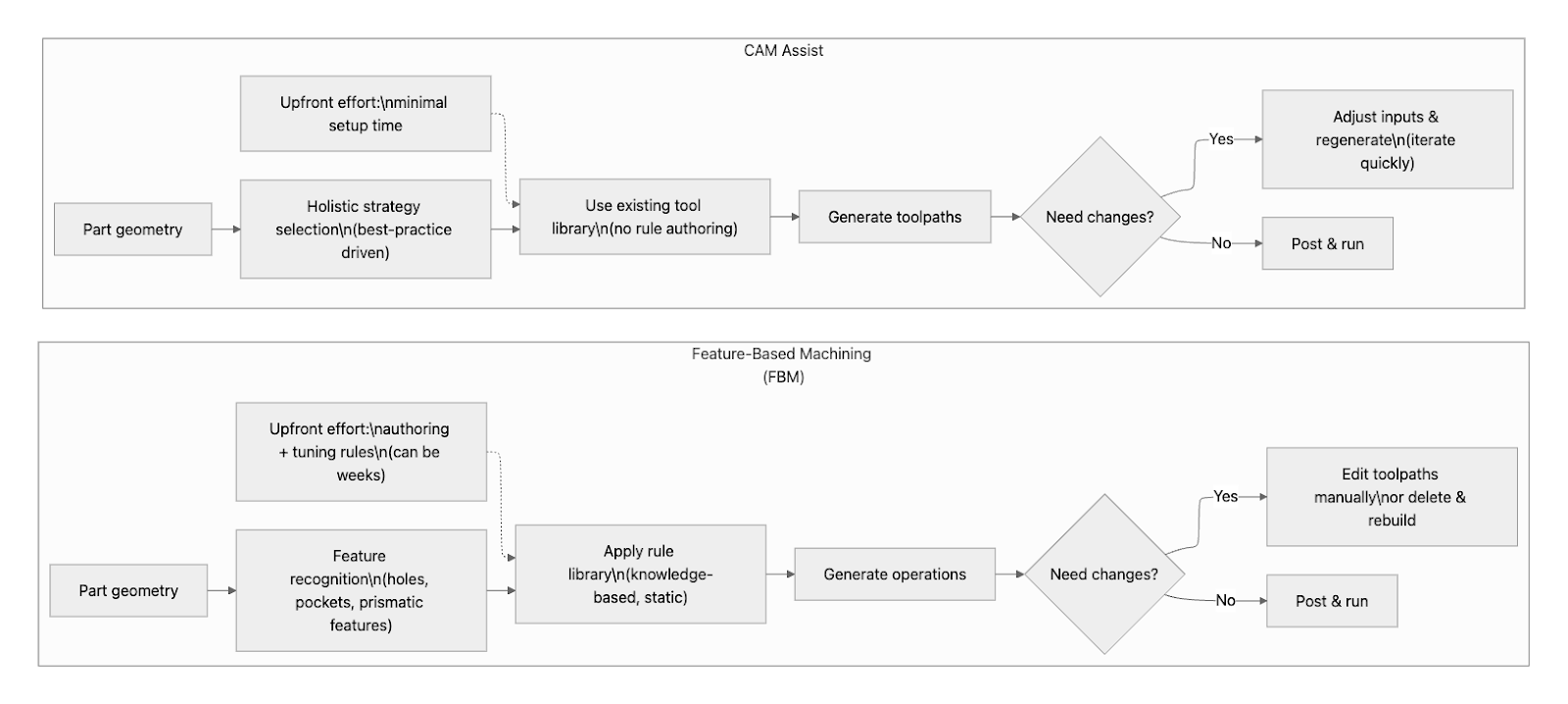
«Qual é a melhor estratégia de maquinagem para esta peça, tendo em conta as ferramentas e os métodos disponíveis neste momento?»
Essa distinção é importante:
- Sem bibliotecas de regras
- Sem criação de funcionalidades
- Sem meses de configuração
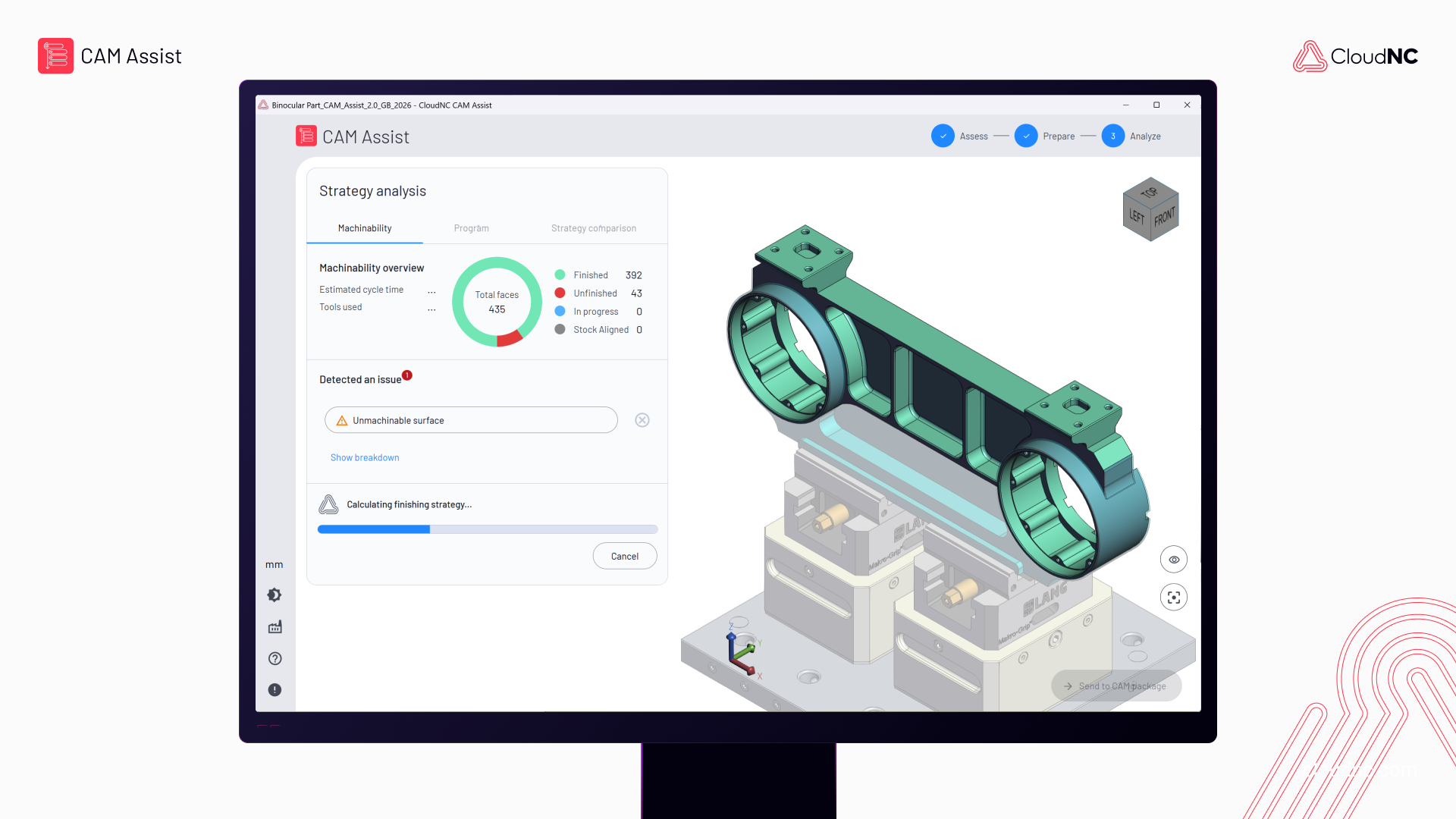
Carrega uma peça, indica a biblioteca de ferramentas existente ao CAM e gera uma estratégia que reflete as melhores práticas atuais do setor, e não um conjunto de regras definido há meses ou anos.
Do ponto de vista do utilizador, a diferença é imediata:
- É mais intuitivo
- É mais flexível
- É mais fácil regenerar e iterar
- É muito mais flexível quando as coisas não se enquadram em categorias bem definidas
Em testes comparativos que realizei utilizando a mesma peça (básica) no NX:
- O tempo total de geração do percurso da ferramenta foi semelhante
- Mas CAM exigiu muito menos intervenção
- E adaptar ou renovar as estratégias foi significativamente mais fácil
Com o FBM, muitas vezes «é o que sai, sai». Com CAM , pode ver o que foi reconhecido, ajustar os dados introduzidos e regenerar — sem ter de começar do zero.
Por que é que CAM se destaca em ambientes mistos
O verdadeiro ponto forte do CAM não é o facto de substituir programadores especializados.
O que acontece é que absorve a carga cognitiva repetitiva.
Todas as peças — mesmo os componentes aeroespaciais mais complexos — contêm elementos simples: desbaste, cavidades, faces, furos. CAM lida com esses elementos de forma fiável e consistente, permitindo que os programadores experientes se concentrem naquilo que realmente requer o discernimento humano.
Numa avaliação do setor aeroespacial em que participei:
- O cálculo dos percursos de desbaste demorou horas
- Mas a programação manual teria demorado entre três a quatro vezes mais tempo
- E as estratégias resultantes seguiram práticas recomendadas reconhecíveis e semelhantes às humanas
Isso por si só já justificava o software.
Formação, talento e a realidade das oficinas atuais
Há outro fator que não podemos ignorar: as pessoas.
É difícil encontrar CAM qualificados. A formação leva tempo. E as oficinas não podem dar-se ao luxo de ter novos colaboradores improdutivos durante meses.
CAM altera essa dinâmica.
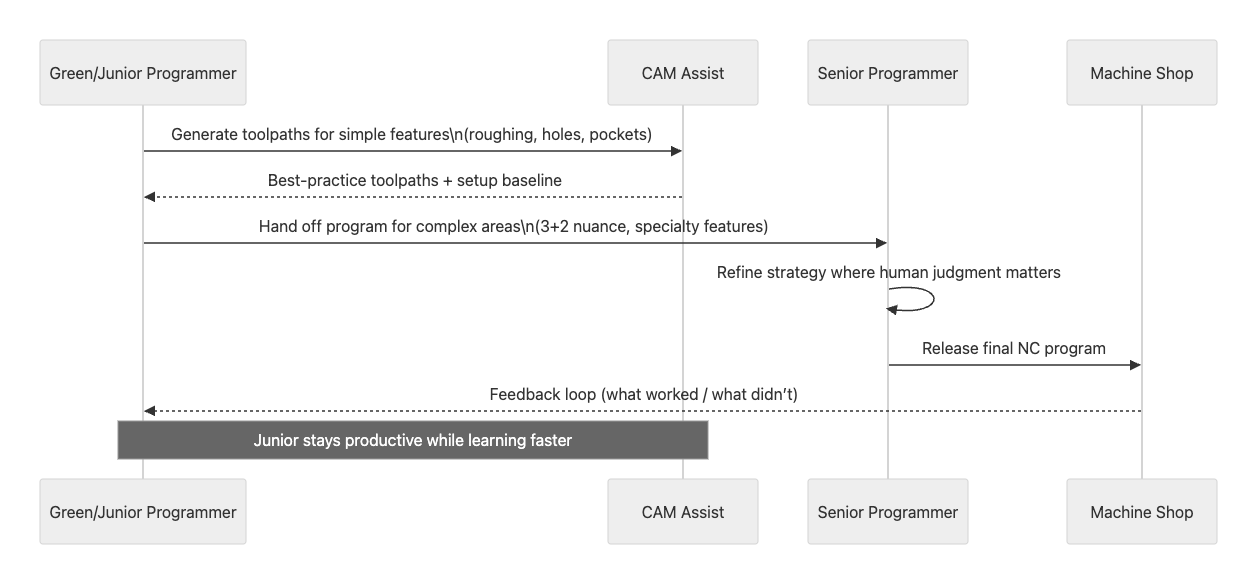
Um programador menos experiente pode:
- Executar o CAM
- Gerar percursos de ferramenta seguros e adequados
- Veja as melhores práticas do setor em ação
- Entregue o resultado a um programador sénior para que este o aperfeiçoe
Mantêm-se produtivos enquanto aprendem — e aprendem mais depressa.
O FBM, por outro lado, requer frequentemente um conhecimento profundo do sistema antes de se perceber o seu valor — o que significa que poderá ser necessário que um programador com experiência de nível avançado dedique um mês do seu tempo a este projeto para obter os resultados desejados.
Então, CAM é o mesmo que a usinagem baseada em características?
Não.
A maquinação baseada em características é:
- Baseado em regras
- Estático
- Ideal para trabalhos altamente repetitivos
- Não é transferível entre máquinas e fábricas
CAM é:
- Adaptativo
- Intuitivo
- Utilizável imediatamente em novos componentes
- Concebido para a produção moderna de grande variedade
- Tornar-se cada vez mais inteligente para poder dar suporte, por exemplo, a peças mais complexas
A FBM tem, sem dúvida, o seu lugar. Continuará a ser valiosa em ambientes específicos e controlados.
Mas, para a maioria das oficinas — especialmente aquelas que lidam com peças variadas, mudanças frequentes e recursos de programação limitados —, CAM é simplesmente a melhor ferramenta.
Não substitui a experiência.
Apenas a potencia.
E é essa a diferença que importa.