El desbaste suele ser la fase en la que se esconde el tiempo de ciclo del CNC. Un cavado que parece sencillo en el plano puede convertirse, una vez en la máquina, en una larga secuencia de cortes intensos, velocidades de avance prudentes y problemas de gestión del calor. El fresado de alta eficiencia, a menudo abreviado como HEM, aborda ese problema manteniendo bajo control el contacto de la fresa al tiempo que aumenta la velocidad de avance y la profundidad axial de corte.
El resultado puede ser espectacular. Un artículo de la revista «Modern Machine Shop» sobre técnicas de fresado de alta eficiencia señala que los tiempos de ciclo de desbaste pueden reducirse hasta en un 80 % en algunas aplicaciones, aunque a menudo solo para determinadas características de las piezas.
Aun así, eso explica por qué el fresado de alta eficiencia se ha convertido en una estrategia de mecanizado HEM de referencia para los talleres que intentan reducir la duración del ciclo de desbaste en las máquinas CNC. Cuando la pieza, la máquina, el sistema de sujeción, la fresa y CAM se combinan adecuadamente, el HEM puede eliminar material más rápidamente al tiempo que ejerce una tensión menos concentrada sobre la herramienta.
¿Qué es el fresado de alta eficiencia?
HEM es una estrategia de desbaste que utiliza una profundidad de corte radial reducida, una profundidad de corte axial mayor y una velocidad de avance más elevada que muchos métodos de desbaste convencionales. En pocas palabras, la fresa realiza un corte lateral más estrecho, corta con mayor profundidad a lo largo de su longitud y se desplaza más rápido a través del material.
Esa combinación es importante porque distribuye el calor y el desgaste a lo largo de una mayor parte del filo de corte. Machining Doctor explica que la profundidad de corte en el fresado tiene dos dimensiones: la profundidad de corte radial, que es la penetración perpendicular al eje de la herramienta, y la profundidad de corte axial, que es la penetración a lo largo del eje de la herramienta. En el HEM, el equilibrio se inclina hacia una penetración radial más ligera y una penetración axial más profunda.
Los términos clave son:
- Profundidad de corte radial (RDOC): la distancia a la que la herramienta se desplaza lateralmente hacia el interior del material.
- Profundidad axial de corte, o ADOC: la profundidad a la que la herramienta penetra a lo largo de su línea central.
- Carga de viruta: el espesor del material que se retira con cada diente.
- Ángulo de contacto: la parte de la fresa que está en contacto con la pieza de trabajo en cualquier momento.
En el desbaste convencional pesado, es habitual utilizar un avance lateral amplio y un corte axial menos profundo. En el HEM, se reduce el corte radial y se aumenta el corte axial. Kennametal describe sus fresas de fresado dinámico como diseñadas para un contacto radial reducido y una longitud de corte completa, lo que refleja el principio mecánico básico que subyace a esta estrategia.
El objetivo es que las fuerzas de corte sean más predecibles, aprovechar mejor la longitud de la ranura y evitar picos repentinos de carga en la herramienta. Por eso, el método HEM se describe a menudo como un enfoque de contacto constante. El objetivo es evitar que la fresa se vea sometida a una carga excesiva en una zona concreta, especialmente en esquinas, ranuras y cavidades, donde el contacto puede aumentar rápidamente.
Los estudios académicos respaldan este principio. Las investigaciones sobre la planificación de trayectorias de herramienta de tipo trocoidal describen el ángulo de contacto constante como una forma de mejorar la estabilidad del fresado de alta eficiencia, especialmente en aquellos casos en los que los cambios en el ángulo de contacto de la fresa pueden provocar vibraciones o un corte ineficaz.
Las cifras: cómo HEM reduce el tiempo de desbaste
La cifra más destacada del HEM es la reducción del tiempo del ciclo de desbaste. En la aplicación adecuada, las ventajas se deben a la combinación de tres efectos.
En primer lugar, un pequeño paso lateral reduce la fuerza de corte radial. La herramienta se hunde menos en el material, por lo que puede moverse más rápido sin sobrecargarse. En segundo lugar, un corte axial más profundo aprovecha mejor la longitud del canal, lo que distribuye el desgaste por toda la fresa en lugar de concentrarlo cerca de la punta de la herramienta. En tercer lugar, el adelgazamiento radial de la viruta permite aumentar el avance programado por diente, al tiempo que se mantiene un espesor adecuado de la viruta.
Así es como HEM consigue eliminar más material por minuto sin tener que ejercer simplemente más presión sobre la herramienta durante el corte. En lugar de realizar un corte amplio y lento, la fresa realiza un corte estrecho y controlado con una mayor velocidad de avance y una mayor profundidad.
Un ejemplo sencillo ilustra por qué el ahorro total de tiempo de trabajo depende de la pieza. Supongamos que una pieza requiere 40 minutos de desbaste, 10 minutos de acabado y 5 minutos para cambios de herramienta, palpado y manipulación. Si HEM reduce el tiempo de desbaste en un 60 %, el ciclo total pasa de 55 minutos a 31 minutos. Si el tiempo de desbaste se reduce en un 80 %, el ciclo total se reduce a 23 minutos.
Sigue siendo un ahorro considerable, pero también pone de manifiesto por qué «un desbaste un 80 % más rápido» y «un ciclo total de la pieza un 80 % más rápido» son afirmaciones diferentes. El HEM tiene mayor impacto cuando el desbaste representa una parte importante del programa, el arranque de material es elevado y la máquina, el sistema de sujeción y el utillaje pueden adaptarse a esta estrategia.
Explicación del fresado trocoidal
El fresado trocoidal es uno de los estilos de trayectoria de herramienta más conocidos de HEM. En lugar de fresar en línea recta a través del material con todo el ancho de la fresa en contacto con la superficie, la herramienta se desplaza describiendo una serie de arcos circulares o en bucle. Cada arco elimina una cantidad controlada de material; a continuación, la fresa avanza y repite el movimiento.
Esto mantiene un contacto radial reducido y ayuda a mantener una carga de viruta más constante. Resulta especialmente útil al realizar ranuras, abrir cavidades, mecanizar esquinas internas estrechas o trabajar con materiales más duros, en los que un contacto en todo el ancho generaría demasiado calor y fuerza.
Seco Tools describe el fresado trocoidal como una estrategia de trayectoria en espiral que utiliza una profundidad de corte radial baja y una profundidad de corte axial elevada para fresar ranuras más anchas que el diámetro de la herramienta. Seco también destaca entre sus ventajas el adelgazamiento radial de la viruta, unas velocidades de avance más rápidas, una mayor precisión y una mayor vida útil de la herramienta.
El fresado trocoidal puede mejorar la vida útil de la herramienta y la estabilidad del proceso, además de aumentar la velocidad. La fresa rara vez se hunde en el corte. La herramienta pasa menos tiempo sometida a un contacto intenso, las virutas se evacuan con mayor facilidad y el programa puede evitar picos repentinos de carga.
Iscar también destaca que el fresado trocoidal resulta eficaz para ranuras profundas, cavidades y huecos, y que es un método prometedor para materiales difíciles de mecanizar, como el titanio y las superaleaciones de alta temperatura.
Algunos ejemplos de uso adecuado son:
- Ranuras profundas en las que un corte a lo ancho sobrecargaría la herramienta.
- Zonas con curvas cerradas en las que la velocidad aumenta rápidamente.
- Componentes para los sectores aeroespacial y médico, así como para moldes, con un elevado volumen de material eliminado.
- Materiales resistentes como el acero inoxidable, el titanio y las aleaciones de níquel.
- Herramientas de largo alcance en las que es importante controlar la flexión.
Resulta menos útil cuando la pieza presenta un desbaste muy superficial, una sujeción deficiente, una aceleración baja de la máquina o características en las que la longitud adicional de la trayectoria compensa la ventaja de un avance mayor.
5 estrategias de HEM que puedes poner en práctica hoy mismo
Empieza con un contacto radial suave
El primer paso práctico consiste en reducir el paso lateral. Muchas trayectorias de herramienta HEM utilizan radialmente un pequeño porcentaje del diámetro de la fresa y, a continuación, aumentan la profundidad axial y la velocidad de avance para incrementar la tasa de arranque de material.
A modo de referencia práctica, Sandvik Coromant recomienda que la profundidad de corte radial máxima en el fresado trocoidal no supere el 20 % del diámetro de la fresa. El valor exacto depende del diámetro de la herramienta, el número de canales, el material, la potencia de la máquina, la saliente de la herramienta y la estrategia de refrigeración.
Un corte radial más ligero reduce la carga lateral, pero también modifica la relación entre el avance programado por diente y el espesor real de la viruta. Esto nos lleva directamente a la siguiente estrategia.
Tener en cuenta el adelgazamiento radial de la viruta
Cuando disminuye el contacto radial, la viruta se vuelve más fina de lo que podría sugerir el avance programado por diente. Si no se ajusta el avance, la herramienta puede rozar en lugar de cortar limpiamente. Esto genera calor, un acabado deficiente y un desgaste prematuro.
WIDIA explica que, cuando la anchura radial de corte es del 40 % o inferior, el espesor medio de la viruta se reduce y es necesario aumentar la velocidad de avance para compensarlo. Este es uno de los aspectos más importantes de la estrategia de mecanizado HEM, ya que un corte radial ligero solo funciona correctamente cuando el espesor de la viruta es el adecuado.
La guía sobre el adelgazamiento de la viruta de Machining Doctor describe el mismo problema subyacente: cuando la profundidad de corte radial es menor que el radio de la fresa, la carga de viruta es menor que el avance por diente. En la práctica, un avance transversal reducido no significa automáticamente que la fresa esté cortando correctamente. Es posible que se produzca roce, a menos que el avance se haya ajustado en función del espesor real de la viruta.
Para los programadores, la conclusión práctica es sencilla: no introduzcas una velocidad de avance convencional en una trayectoria de herramienta HEM. Utiliza los datos de la herramienta, una calculadora de reducción de virutas, las recomendaciones CAM y un proceso de comprobación de seguridad.
Aprovecha mejor la longitud de la flauta
El método HEM está diseñado para realizar cortes axiales más profundos. En lugar de desgastar el extremo de la fresa, esta estrategia distribuye la carga a lo largo de una mayor parte del filo de corte. Con la configuración adecuada, esto puede aumentar la retirada de material y, al mismo tiempo, prolongar la vida útil de la herramienta.
Eso no significa que todas las operaciones deban realizarse con la longitud máxima de la ranura. La proyección de la herramienta, la rigidez del portaherramientas, el estado de la máquina y la configuración de la pieza son factores importantes. En el caso de herramientas de gran alcance, hay que reducir la agresividad y estar atento a las vibraciones. En configuraciones más cortas y rígidas, es precisamente con un mayor penetración axial donde el HEM suele ofrecer sus mayores ventajas en el desbaste.
El principio es sencillo: si la fresa puede aprovechar de forma segura una mayor parte de su filo, el taller puede reducir el número de escalonamientos, distribuir el calor a lo largo de una mayor longitud del canal y eliminar más material en cada pasada.
Elige la cuchilla adecuada
Una fresa de uso general puede servir para pruebas ligeras, pero el HEM ofrece mejores resultados con herramientas diseñadas específicamente para esta estrategia. Busca fresas de metal duro monobloque con una geometría de núcleo resistente, un número adecuado de canales, una buena evacuación de virutas, un diseño de hélice variable o paso variable y un recubrimiento adecuado para el material.
En el caso de los aceros y las aleaciones más duras, un mayor número de canales permite soportar la menor carga de viruta y el mayor avance que se utilizan en el mecanizado HEM. Para el aluminio, suele ser más importante contar con menos canales y una evacuación eficaz de la viruta.
La elección de la herramienta debe tener en cuenta la configuración completa. Las directrices de Kennametal sobre fresas dinámicas destacan características como la gestión de virutas, las opciones de refrigeración interna y las formas de las ranuras específicas para cada material. Estos detalles son importantes porque el mecanizado HEM suele generar muchas virutas finas a altas velocidades de avance.
Una fresa corta y rígida, montada en un portaherramientas estable, suele soportar un contacto axial más agresivo que una herramienta de gran alcance. Una máquina con una aceleración limitada también puede tener dificultades para mantener un movimiento suave en arcos pequeños y cambios de dirección, aunque la potencia del husillo parezca adecuada sobre el papel.
Controlar las virutas y el calor
El HEM depende de una evacuación adecuada de las virutas. La recirculación de las virutas puede dañar el filo de corte, estropear la superficie y aumentar la carga sobre la herramienta. Puede ser necesario utilizar un chorro de aire, refrigerante a través de la herramienta o refrigerante a alta presión, dependiendo del material y de la fresa.
En el caso del aluminio, la prioridad suele ser la eliminación de virutas y evitar la acumulación de material en los bordes. En el caso de los aceros y las aleaciones resistentes al calor, la estrategia de refrigeración depende de la herramienta, el recubrimiento y los parámetros de corte. Siga las instrucciones del proveedor de la herramienta y, a continuación, compruebe los resultados en la máquina fijándose en la carga del husillo, el ruido, el color de las virutas, el desgaste de la herramienta y el acabado de la pieza.
La evacuación de virutas es especialmente importante en cavidades profundas y ranuras. En estas formas, las virutas pueden quedar atrapadas cerca de la fresa y convertir una estrategia HEM estable en una inestable. Si cambia el sonido de la máquina, aumenta la carga del husillo o las virutas empiezan a acumularse en la zona de corte, reduce la agresividad y ajusta la evacuación de virutas antes de volver a aumentar el avance.
Cómo CAM hace que el HEM sea práctico
El reto del fresado de alta eficiencia radica en que la idea es sencilla, pero la programación puede resultar compleja. Una buena trayectoria de fresado de alta eficiencia debe controlar el contacto con la pieza en las esquinas, evitar cargas repentinas en la fresa, gestionar los movimientos de entrada y salida, mantener el grosor de la viruta y reducir al mínimo el corte en vacío.
Esto resulta difícil de hacer manualmente cuando se trata de algo más complejo que la geometría simple. CAM modernos facilitan esta tarea calculando trayectorias de herramienta que reducen los picos de contacto y ajustan el movimiento en las esquinas y en las zonas estrechas.
La documentación de Autodesk sobre «Adaptive Clearing» explica que esta estrategia mantiene un contacto constante entre la herramienta y el material circundante, al tiempo que utiliza cortes que minimizan los cambios bruscos de dirección. Autodesk señala que esto puede reducir la posibilidad de rotura de la herramienta y mejorar su vida útil.
La página «Dynamic Motion»Mastercam describe un enfoque similar basado en los principios del mecanizado por contacto, avances más cortos y un espesor de viruta constante. Mastercam que estas trayectorias de herramienta permiten alcanzar velocidades de avance más altas y producen ciclos de desbaste y cavado más rápidos en aplicaciones reales.
Siemens CAM también describe el «desbaste adaptativo 3D» como una estrategia de corte de alto rendimiento que permite realizar cortes profundos y mantener una carga constante en la herramienta, con reducciones del tiempo de ciclo de hasta un 60 % en aplicaciones con materiales duros.
Aquí es también dondeCAM AI CAM pueden ayudar a los programadores a evaluar las estrategias de mecanizado con mayor rapidez. CAM ayuda a generar estrategias de mecanizado y trayectorias de herramienta dentro de CAM existentes, dejando que sean los programadores quienes las revisen y ajusten antes de enviar el trabajo a la máquina.
La clave está en el control. El HEM debe seguir simulándose, contrastándose con el sistema de sujeción de la pieza, probándose de forma segura y ajustándose a la máquina real. El software puede ayudar a crear una base sólida, pero el criterio del operario sigue siendo fundamental.
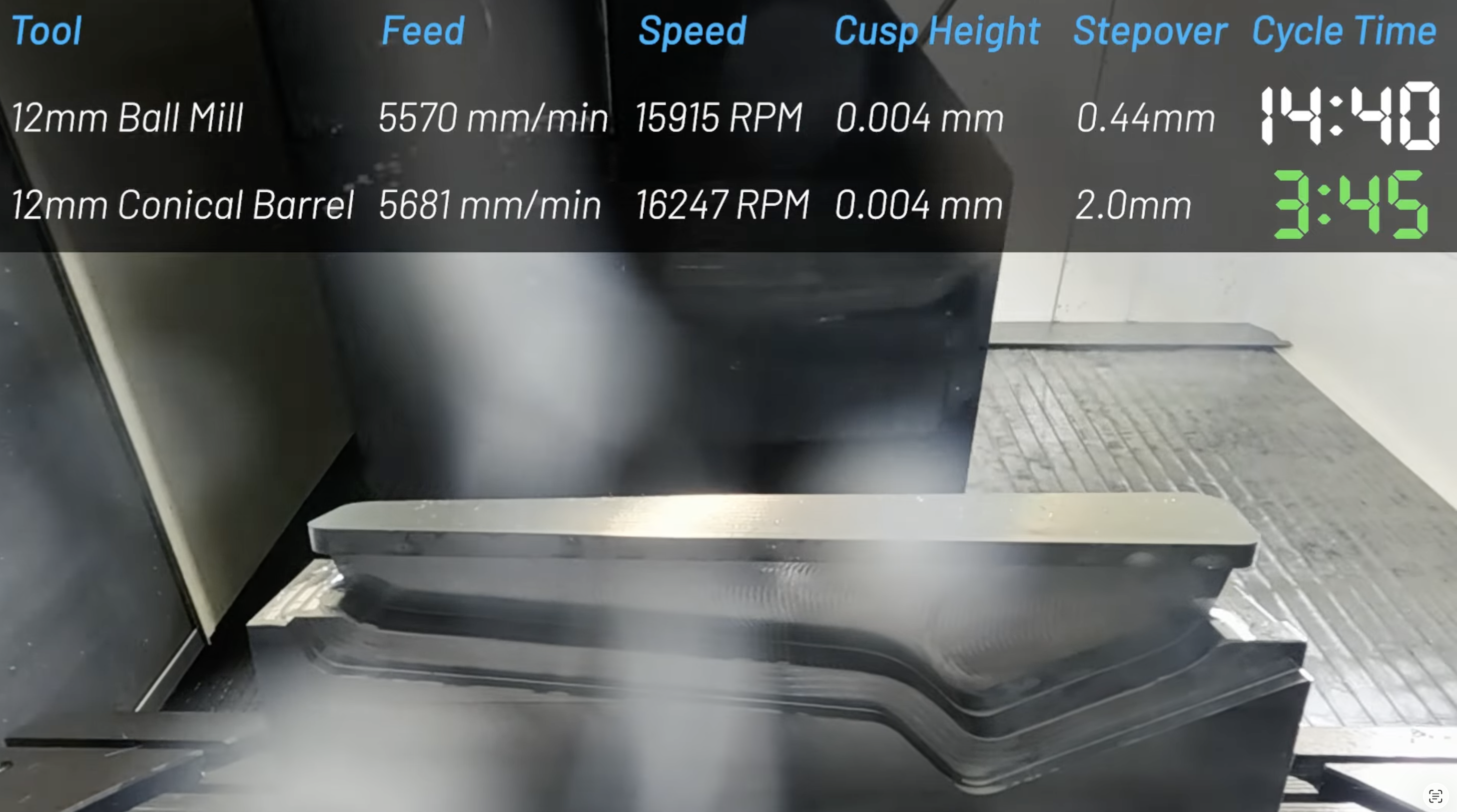
Aquí tienes un vídeo en el que se muestran algunas técnicas avanzadas que utilizamos en nuestra fábrica de Chelmsford para fabricar piezas aeroespaciales complejas con elementos de forma libre:
Errores habituales en el HEM y cómo evitarlos
Usar demasiado el «stepover»
El error más habitual es tratar el HEM como un desbaste convencional con una velocidad de avance mayor. Si el contacto radial es demasiado elevado, las fuerzas de corte aumentan rápidamente y la herramienta pierde la estabilidad que hace que el HEM funcione. Empieza con un enfoque conservador y aumenta la velocidad solo cuando la formación de virutas, el desgaste de la herramienta y la carga del husillo parezcan estables.
Ignorar el adelgazamiento de la viruta
Los pequeños desplazamientos transversales requieren una compensación de avance. Sin ella, la herramienta podría rozar, generar calor y fallar prematuramente. Esto puede hacer que un programa parezca seguro sobre el papel, pero que, en la práctica, funcione mal en la máquina.
Elegir una geometría de herramienta inadecuada
Una fresa con una evacuación deficiente de virutas, un saliente excesivo o un número incorrecto de canales puede limitar toda la estrategia. Adapta la fresa al material, a la profundidad del hueco, al contacto radial y al sistema de refrigeración.
Jugar con configuraciones débiles de forma demasiado agresiva
El HEM reduce la fuerza de corte radial, pero no elimina la necesidad de rigidez. La sujeción de la pieza, la calidad del portaherramientas, el estado del husillo y la aceleración de la máquina influyen en el resultado. Si la configuración es flexible, reduce la profundidad axial, el contacto radial o la velocidad de avance antes de intentar reducir el tiempo de ciclo.
Dejar que las esquinas sobrecarguen la fresa
Las esquinas son los puntos en los que suelen producirse picos de contacto. Utiliza trayectorias de herramienta que mantengan un contacto constante, reduzcan el desplazamiento lateral en las esquinas y eviten que la fresa se hunda en el material. Simula la trayectoria de la herramienta y comprueba con cuidado cualquier radio interno estrecho.
Olvidarse de todo el ciclo
La tecnología HEM puede transformar el desbaste, pero es solo una parte del proceso global. Las pasadas de acabado, los cambios de herramienta, la palpación, el desbarbado, la carga y la inspección siguen influyendo en la producción total. Realiza un seguimiento del tiempo total del ciclo antes y después del cambio para poder medir la mejora con precisión.
Conclusión final
El fresado de alta eficiencia es una de las formas más prácticas de reducir la duración del ciclo de desbaste en las máquinas CNC. La estrategia fundamental es sencilla: reducir el contacto radial, aumentar el contacto axial, tener en cuenta el adelgazamiento de la viruta y utilizar trayectorias de herramienta que mantengan estable la carga de la fresa.
Los mejores resultados se obtienen cuando el HEM se considera una estrategia de mecanizado completa, en lugar de una simple velocidad de avance más rápida. Hay que adaptar la herramienta al material, controlar la evacuación de virutas, simular la trayectoria, realizar pruebas de seguridad y medir el tiempo total del ciclo. Cuando la pieza se adapta bien, el HEM puede convertir el desbaste, que suele ser la parte más lenta del programa, en una de las mayores oportunidades para aumentar la productividad.
Para los equipos que están revisando su forma de crear estrategias de mecanizado, CAM puede ayudar a generar trayectorias de herramienta dentro de CAM existentes, lo que permite a los programadores disponer de más tiempo para centrarse en la configuración, la validación y la mejora de los procesos.