CNCのサイクルタイムが延びてしまう原因は、多くの場合、荒加工にあります。図面上では単純に見えるポケットも、実際に機械で加工する段階になると、激しい切削、慎重な送り速度、そして熱管理の問題が連鎖する長い工程となることがあります。高効率フライス加工(HEM)は、送り速度と軸方向の切り込み深さを増大させつつ、カッターの切り込み量を適切に制御することで、この問題に対処します。
その効果は劇的である。『Modern Machine Shop』誌の高効率フライス加工技術に関する記事によると、一部の用途では荒加工のサイクルタイムを最大80%短縮できるが、多くの場合、特定の部品形状に限られるという。
とはいえ、CNC工作機械での荒加工のサイクルタイムを短縮しようとする工場にとって、高効率ミリングがHEM加工の定番戦略となっている理由はここにある。ワーク、工作機械、ワーク保持装置、切削工具、CAM 適切に組み合わさっている場合、HEMは工具にかかる集中応力を軽減しつつ、より高速に材料を削り取ることができる。
高効率フライス加工とは何ですか?
HEMは、従来の多くの荒加工手法に比べて、半径方向の切り込み深さを浅くし、軸方向の切り込み深さを深くし、送り速度を高く設定する荒加工戦略です。簡単に言えば、カッターは横方向の切り込み幅を狭くし、長手方向の切り込み深さを深くし、材料内をより速く移動させるというものです。
この組み合わせが重要なのは、切削刃のより広い範囲に熱と摩耗を分散させるためです。『Machining Doctor』によると、フライス加工の切削深さには2つの次元があります。1つは工具軸に垂直な方向の「半径方向の切削深さ」、もう1つは工具軸に沿った方向の「軸方向の切削深さ」です。HEMでは、このバランスが、半径方向の切削深さを浅くし、軸方向の切削深さを深くする方向にシフトします。
重要な用語は以下の通りです:
- ラジアル切込み深さ(RDOC):工具が材料に対して横方向にどれだけ踏み込むか。
- 軸方向の切削深さ(ADOC):工具が中心線に沿って切り込む深さ。
- チップ負荷:各歯によって削り取られる材料の厚さ。
- かみ合い角:任意の点において、カッターのどの部分が被削材と接触しているかを示す角度。
従来の重切削荒加工では、大きなステップオーバーと浅い軸方向の切り込み深さを用いるのが一般的です。HEMでは、半径方向の切り込み深さを減らし、軸方向の切り込み深さを増やします。ケナメタル社は、同社のダイナミックミリングエンドミルについて、「半径方向の切り込みを小さくし、全長にわたる切削を行うように設計されている」と説明しており、この戦略の背後にある基本的な機械的考え方をよく表しています。
その目的は、切削力をより予測しやすい状態に保ち、刃長の有効利用率を高め、工具への負荷の急激な上昇を防ぐことにあります。そのため、HEMはしばしば「定接触アプローチ」と表現されます。その狙いは、特にコーナー、スロット、ポケットなど、接触圧が急激に上昇しやすい箇所において、カッターの一部に過大な負荷がかかるのを防ぐことにあります。
学術研究もこの原則を裏付けています。トロコイド状の工具経路計画に関する研究では、特にカッターの切り込み角の変化によってチャタリングや非効率な切削が生じやすい場合において、一定の切り込み角を維持することが、高効率フライス加工の安定性を向上させる方法の一つであると説明されています。
数字で見る:HEMが荒加工時間をどのように短縮するか
HEMの最大の特長は、荒加工サイクル時間の短縮です。適切な用途において、その効果は3つの要因が相乗的に作用することによってもたらされます。
第一に、ステップオーバーを小さくすることで、半径方向の切削力が軽減されます。工具が被削材に深く食い込まなくなるため、過負荷をかけることなく高速で移動させることができます。第二に、軸方向の切り込みを深くすることで、刃溝の長さをより多く活用でき、工具先端付近に摩耗が集中するのを防ぎ、カッター全体に摩耗を分散させることができます。第三に、半径方向の切りくず薄化により、適切な切りくず厚さを維持しながら、1歯あたりのプログラム送り量を増加させることができます。
このようにして、HEMは単に工具を切削方向に強く押し込むことなく、1分あたりの切削量を増加させることができます。カッターは、幅広でゆっくりとした切削を行うのではなく、より高い送り速度とより深い切削深さで、幅の狭い制御された切削を行います。
簡単な例を挙げれば、加工時間の総削減量が部品によって異なる理由がわかります。ある部品の加工時間が、荒加工40分、仕上げ加工10分、工具交換・プローブ測定・ハンドリングに5分かかると仮定します。HEMによって荒加工時間が60%短縮された場合、総サイクル時間は55分から31分に短縮されます。荒加工時間が80%短縮された場合、総サイクル時間は23分になります。
それでも大幅な時間短縮にはなりますが、これによって「荒加工が80%高速化」と「部品全体の加工サイクルが80%短縮」という主張がなぜ異なるのかがわかります。HEMが最も大きな効果を発揮するのは、プログラムの中で荒加工が占める割合が大きく、材料除去量が多く、かつ機械、ワーク保持装置、工具がこの戦略に対応できる場合です。
トロコイドフライス加工の解説
トロコイドフライス加工は、HEMの工具経路スタイルの中でも最もよく知られているもののひとつです。カッターの全幅を使って材料をまっすぐに切り抜くのではなく、工具は一連のループ状または円弧状の軌跡を描いて移動します。各円弧で所定量の材料が除去された後、カッターは前進し、この動作を繰り返します。
これにより、半径方向の切り込み深さを抑え、より安定した切り込み量を維持することができます。これは、スロットの切削、ポケットの加工、狭い内角の加工、あるいは全幅での切り込みを行うと過度な発熱や負荷が生じるような硬質材料の加工において、特に有用です。
セコ・ツールズは、トロコイドフライス加工を、低い半径方向の切り込み深さと高い軸方向の切り込み深さを用いて、工具径よりも広い溝を加工するスパイラルな工具経路戦略であると説明しています。また、セコ・ツールズは、この加工法の利点として、半径方向の切りくずの薄化、送り速度の向上、精度の向上、および工具寿命の延長などを挙げています。
トロコイドフライス加工は、加工速度の向上だけでなく、工具寿命や加工安定性の向上にもつながります。カッターが切削深みに埋もれることはほとんどありません。工具が高い噛み込み状態で過ごす時間が短くなり、切りくずの排出がスムーズになり、プログラム上で急激な負荷の急上昇を回避することができます。
また、Iscar社は、トロコイドフライス加工が深いスロット、ポケット、キャビティの加工に有効であるだけでなく、チタンや高温超合金といった難削材に対する有望な加工法でもあると強調しています。
代表的な活用例としては、次のようなものがあります:
- 全幅切削を行うと工具に過負荷がかかるような深い溝。
- コーナーが鋭く、噛み込みが急激に強まるポケット。
- 航空宇宙、医療、金型用部品で、材料除去量が多いもの。
- ステンレス鋼、チタン、ニッケル合金などの高強度材料。
- たわみ制御が重要な長尺工具。
部品の荒加工が極めて浅い場合、ワークの保持が不安定な場合、工作機械の加速度が低い場合、あるいは余分な加工経路の長さが送り速度を上げるメリットを上回るような形状がある場合には、その効果は薄れます。
今すぐ実践できる5つのHEM戦略
まずは軽いラジアルエンゲージメントから始めましょう
最初の実践的な対策は、ステップオーバーを縮小することです。多くのHEMツールパスでは、半径方向にはカッター径のわずかな割合しか使用せず、その後、軸方向の切削深さと送り速度を上げて、材料除去率を高めています。
実用的な目安として、サンドビック・コロマント社は、トロコイドフライス加工における最大半径方向の切り込み深さを、カッター径の20%以下に抑えることを推奨しています。具体的な数値は、工具径、刃数、被削材、工作機械の出力、工具の突出長、および冷却液の供給方法によって異なります。
ラジアルカットの深さを浅くすると、側方荷重は軽減されますが、同時に、1歯あたりのプログラム送り量と実際の切りくず厚さの関係も変化します。これが、次の戦略に直結します。
半径方向のチップ薄化の要因
半径方向の噛み込みが弱まると、切りくずの厚さは、1歯あたりのプログラムされた送り量から予想されるよりも薄くなります。送り量を調整しないと、工具はきれいに切削する代わりに、ワークに擦れてしまうことがあります。その結果、発熱や仕上げ不良、早期摩耗を引き起こします。
WIDIAによると、半径方向の切削幅が40%以下の場合、平均切りくず厚さが減少するため、これを補うために送り速度を上げる必要があるとのことです。これはHEM加工戦略において最も重要なポイントの一つです。なぜなら、軽い半径方向の切削は、切りくず厚さが適切である場合にのみ正常に機能するからです。
『Machining Doctor』の切りくず薄化ガイドでは、同じ根本的な問題について解説しています。すなわち、半径方向の切削深さがカッターの半径よりも小さい場合、切りくず負荷は1歯あたりの送り量よりも小さくなります。実際には、ステップオーバーが小さいからといって、必ずしもカッターが正しく切削しているとは限りません。実際の切りくずの厚さに合わせて送りが設定されていない限り、カッターが切削材に擦れている可能性があります。
プログラマーにとって、実践的な教訓は単純明快です。従来の送り速度をHEMのツールパスにそのままコピーしてはいけません。工具データ、切りくず薄化計算ツール、CAM ガイダンス、そして安全な検証プロセスを活用してください。
フルートの全長をもっと活用する
HEMは、より深い軸方向の切り込みを行うように設計されています。この加工法では、カッターの先端を摩耗させる代わりに、切削荷重をより広い範囲の刃先に分散させます。適切な設定を行えば、これにより切削量を増加させると同時に、工具寿命を延ばすことができます。
とはいえ、すべての加工で最大刃長で切削すべきというわけではありません。工具の突出長、ホルダーの剛性、工作機械の状態、およびワークのセットアップがすべて重要になります。リーチが長い工具の場合は、切削条件を緩和し、チャタリングに注意してください。短くて剛性の高いセットアップの場合、軸方向の切り込みを深くすることで、HEMは荒加工において最大の効果を発揮することがよくあります。
その原理は単純です。カッターの刃先をより安全に活用できれば、加工工程での段数を減らし、より長い溝の長さに熱を分散させ、1回の切削でより多くの材料を削り取ることができるようになります。
適切なカッターを選びましょう
汎用エンドミルでも軽い試作には使えるかもしれませんが、HEMではその加工戦略に合わせて設計された工具が威力を発揮します。強固なコア形状、適切な刃数、良好な切りくず排出性、可変ヘリックスまたは可変ピッチ設計を備え、加工材料に適したコーティングが施された超硬エンドミルを選ぶようにしましょう。
鋼やより硬い合金の場合、HEMで採用される軽い切りくず負荷と高い送り量に対応するには、より多くの刃数を設けることが有効です。一方、アルミニウムの場合は、通常、刃数を少なくし、切りくずの排出能力を高めることがより重要となります。
工具の選定は、セットアップ全体を考慮して行う必要があります。ケナメタルのダイナミックミリングカッターの選定指針では、切りくず管理、内部冷却液のオプション、および材料に応じた刃形などの特徴が挙げられています。HEM加工では、高い送り速度で多くの薄い切りくずが発生することが多いため、こうした細部が重要となります。
安定したホルダーに装着された短くて剛性の高いカッターは、通常、リーチが長い工具よりも、より激しい軸方向の噛み合わせに耐えることができます。また、加速度に制限のある機械では、たとえ紙面上ではスピンドルの出力が十分に見えても、小さな弧を描いたり方向を変えたりする際に、滑らかな動きを維持するのが困難になる場合があります。
チップと熱の管理
HEMは、切りくずの確実な排出に依存しています。切りくずが再循環すると、切削刃が損傷したり、表面に傷がついたり、工具への負荷が増大したりする恐れがあります。被削材やカッターの種類に応じて、エアブロー、工具内冷却、あるいは高圧冷却液が必要となる場合があります。
アルミニウム加工では、多くの場合、切りくずの除去とエッジの堆積防止が最優先事項となります。鋼や耐熱合金の加工においては、切削液の選定は、工具、コーティング、および切削条件によって異なります。工具メーカーの指針に従った上で、主軸負荷、音、切りくずの色、工具の摩耗、およびワークの仕上げ状態を確認しながら、機械上で検証を行ってください。
深いポケットやスロットでは、切りくずの排出が特に重要です。こうした形状では、切りくずがカッター付近に滞留し、安定していたHEM戦略が不安定なものになってしまう可能性があります。機械の音に変化が見られたり、スピンドルの負荷が上昇したり、切りくずが切削部に詰まり始めた場合は、送り量を再び増やす前に、切削条件を緩和し、切りくずの排出を確保してください。
CAM HEMを実用的なものにする仕組み
高効率ミリングの難点は、コンセプトは単純であるものの、プログラミングが複雑になりがちな点にあります。優れたHEMツールパスでは、コーナーでの切り込みを制御し、カッターへの急激な負荷を回避し、切り込み・切り出しの動きを適切に管理し、切りくずの厚さを一定に保ち、空切りを最小限に抑える必要があります。
単純な形状以外の場合、これを手作業で行うのは困難です。最新のCAM 、切削負荷の急上昇を抑え、コーナーや細部の形状を通る際の動作を調整する工具経路を計算することで、作業を支援します。
オートデスクの「Adaptive Clearing」に関するドキュメントによると、この戦略では、工具と周囲の材料との接触を一定に保ちつつ、方向の急激な変化を最小限に抑える切削を行うと説明されています。オートデスクは、これにより工具の破損の可能性を低減し、工具寿命を延ばすことができると述べています。
Mastercam「Dynamic Motion」ページでは、エンゲージメント加工の原理に基づき、ステップオーバーを小さくし、切りくずの厚さを一定に保つという、同様のアプローチが説明されています。Mastercam 、これらのツールパスにより、より高い送り速度に対応でき、実際のアプリケーションにおいて、荒加工やポケット加工のサイクル時間を短縮できるMastercam 。
Siemens CAM、「3Dアダプティブ荒加工」を、深い切り込みと安定した工具負荷を実現する高性能な切削戦略として紹介しており、硬質材料の加工においてサイクルタイムを最大60%短縮できるとしています。
また、AI CAM 、プログラマーが加工戦略をより迅速に評価する際にも役立ちます。CAM 、CAM 内で加工戦略やツールパスの生成を支援し、プログラマーは機械に加工データを転送する前に、それらを確認・調整することができます。
重要なのは制御です。HEMによるシミュレーションは依然として行い、ワークの保持状態と照らし合わせて確認し、安全性を検証した上で、実際の機械に合わせて調整する必要があります。ソフトウェアは確固たる出発点を作るのに役立ちますが、工作機械オペレーターの判断が依然として中心となります。
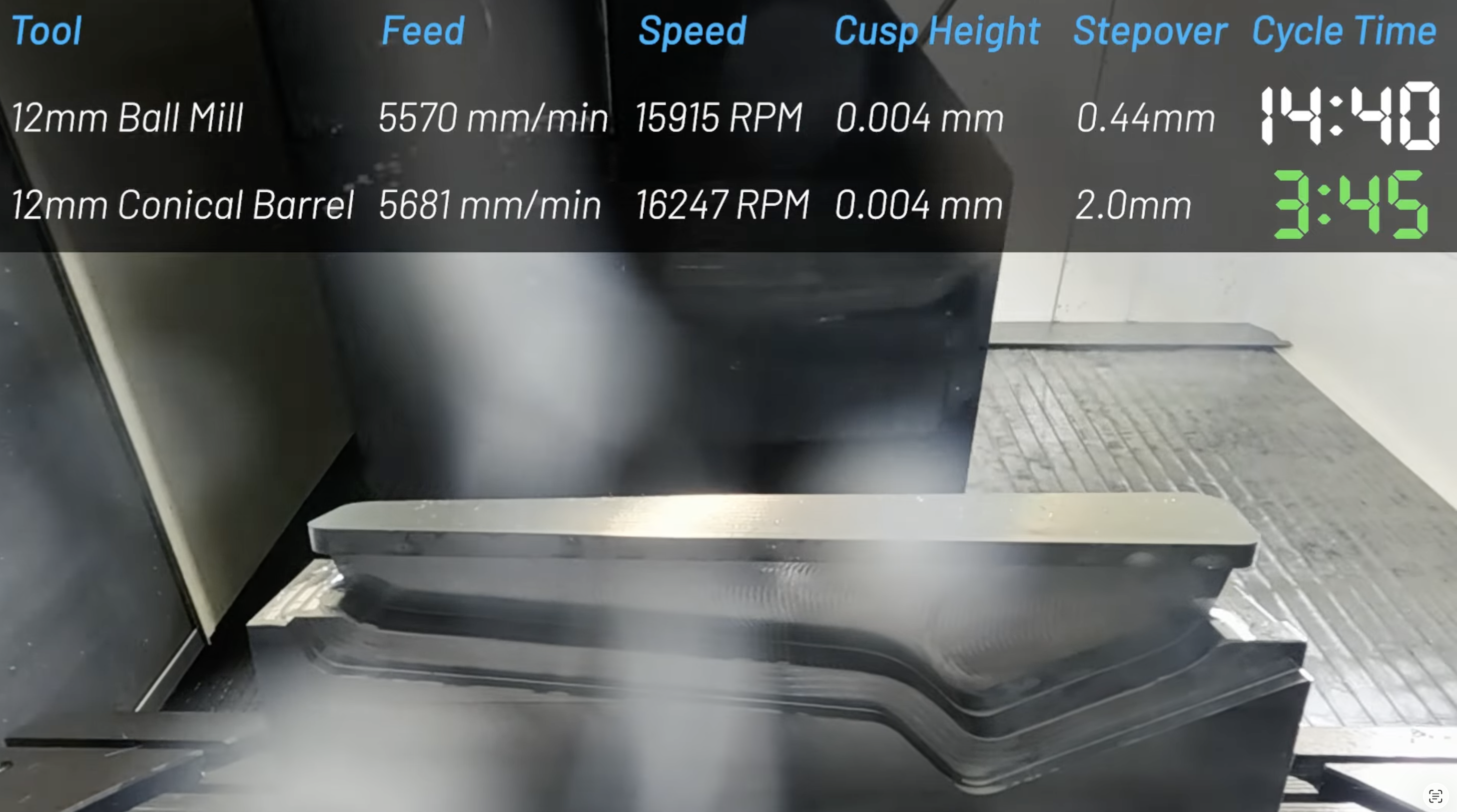
こちらは、チェルムズフォード工場で、フリーフォーム要素を含む複雑な航空宇宙部品に対して当社が採用している高度な技術を紹介する動画です:
HEMでよくある間違いとその回避法
ステップオーバーを使いすぎている
最もよくある間違いは、HEMを、送り速度を速くした従来型の荒加工と同じように扱うことです。半径方向の切り込み深さが大きすぎると、切削力が急激に上昇し、HEMを機能させるための工具の安定性が失われてしまいます。最初は控えめな設定から始め、切りくずの形成状況、工具の摩耗、スピンドルの負荷が安定していることが確認できてから、徐々に送り速度を上げていくようにしてください。
チップの薄化を無視する
ステップオーバーの距離が短い場合は、送り補正が必要です。これを設定しないと、工具がワークに接触して摩擦が生じ、発熱や早期破損の原因となる可能性があります。その結果、プログラムは紙面上では問題ないように見えても、実際の加工では期待通りの結果が得られないことがあります。
不適切な工具形状の選択
切りくずの排出性が悪い、突き出し長が長すぎる、あるいは刃数が不適切なカッターを使用すると、加工戦略全体に支障をきたす可能性があります。カッターは、被削材、ポケットの深さ、半径方向の切り込み深さ、およびクーラントの供給方法に合わせて選択してください。
弱めのセットアップで過度にアグレッシブにプレイすること
HEMは半径方向の切削力を低減しますが、剛性の必要性をなくすわけではありません。ワークの固定方法、工具ホルダーの品質、スピンドルの状態、および工作機械の加速度はすべて、結果に影響を与えます。セットアップにたわみがある場合は、サイクルタイムの短縮を優先する前に、軸方向の切削深さ、半径方向の切り込み量、または送り速度を低減してください。
コーナーでカッターに過負荷がかかるのを防ぐ
コーナー部分では、切削接触が急激に増加することがよくあります。切削接触を一定に保つツールパスを使用し、コーナーへのステップオーバーを最小限に抑え、カッターが切り込み深くなりすぎないようにしてください。ツールパスをシミュレーションし、狭い内径半径については慎重に確認してください。
サイクル全体を忘れてしまう
HEMは荒加工を変革する可能性を秘めていますが、それは全体的なプロセスの一部に過ぎません。仕上げ加工、工具交換、プローブ測定、バリ取り、装填、検査といった工程も、依然として総生産量に影響を与えます。改善効果を正確に測定できるよう、導入前後の全サイクルタイムを追跡してください。
最後に得られた教訓
高効率なフライス加工は、CNC工作機械における荒加工のサイクルタイムを短縮するための最も実用的な方法の一つです。その中核となる戦略は単純明快です。すなわち、半径方向の切り込み量を減らし、軸方向の切り込み量を増やし、切りくずの薄化を考慮し、切削工具への負荷を安定させるような工具経路を採用することです。
HEMを単なる高速送り速度という単一の要素ではなく、包括的な加工戦略として捉えることで、最良の結果が得られます。工作物に適した工具を選定し、切りくずの排出を制御し、加工経路をシミュレーションし、安全性を確認した上で、全サイクルタイムを測定してください。ワークに適した設定ができれば、HEMによって、プログラムの中で最も時間がかかっていた荒加工を、生産性向上の最大の機会の一つに変えることができます。
加工戦略の策定方法を見直しているチームにとって、CAM CAM 内でツールパスを生成するのに役立ち、プログラマーがセットアップ、検証、およびプロセス改善に注力できる時間を増やすことができます。