A desbaste é frequentemente a fase em que se esconde o tempo de ciclo do CNC. Um cavidade que parece simples no desenho pode transformar-se numa longa sequência de cortes intensos, velocidades de avanço cautelosas e problemas de gestão do calor assim que chega à máquina. A fresagem de alta eficiência, frequentemente abreviada para HEM, resolve esse problema mantendo o contacto da fresa sob controlo, ao mesmo tempo que aumenta a velocidade de avanço e a profundidade axial de corte.
O resultado pode ser impressionante. Um artigo da revista «Modern Machine Shop» sobre técnicas de fresagem de alta eficiência refere que os tempos de ciclo de desbaste podem ser reduzidos em até 80 % em algumas aplicações, embora, muitas vezes, apenas para determinadas características das peças.
Ainda assim, isso explica por que razão a fresagem de alta eficiência se tornou uma estratégia de maquinagem HEM de eleição para oficinas que procuram reduzir o tempo de ciclo do desbaste em máquinas CNC. Quando a peça, a máquina, o sistema de fixação, a fresa e CAM estão bem coordenados, a HEM consegue remover material mais rapidamente, ao mesmo tempo que exerce uma tensão menos concentrada sobre a ferramenta.
O que é a fresagem de alta eficiência?
O HEM é uma estratégia de desbaste que utiliza uma profundidade de corte radial reduzida, uma profundidade de corte axial mais acentuada e uma velocidade de avanço superior à de muitas abordagens convencionais de desbaste. Em termos simples, a fresa realiza um corte lateral mais estreito, corta mais profundamente ao longo do seu comprimento e desloca-se mais rapidamente através do material.
Essa combinação é importante porque distribui o calor e o desgaste por uma área maior da aresta de corte. O Machining Doctor explica que a profundidade de corte na fresagem tem duas dimensões: a profundidade de corte radial, que corresponde ao corte perpendicular ao eixo da ferramenta, e a profundidade de corte axial, que corresponde ao corte ao longo do eixo da ferramenta. Na HEM, o equilíbrio inclina-se para um corte radial mais superficial e um corte axial mais profundo.
Os termos-chave são:
- Profundidade de corte radial, ou RDOC: a distância que a ferramenta se desloca lateralmente para dentro do material.
- Profundidade axial de corte, ou ADOC: a profundidade a que a ferramenta penetra ao longo da sua linha central.
- Carga de corte: a espessura do material removido por cada dente.
- Ângulo de engate: a parte da fresa que está em contacto com a peça de trabalho em qualquer ponto.
No desbaste convencional pesado, é comum utilizar um grande avanço lateral e um corte axial mais raso. Na HEM, o corte radial é reduzido e o corte axial é aumentado. A Kennametal descreve as suas fresas de fresagem dinâmica como tendo sido concebidas para um baixo envolvimento radial e um comprimento total de corte, o que resume a ideia mecânica básica subjacente a esta estratégia.
O objetivo é tornar as forças de corte mais previsíveis, aproveitar melhor o comprimento da ranhura e evitar picos repentinos de carga na ferramenta. É por isso que o HEM é frequentemente descrito como uma abordagem de contacto constante. O objetivo é evitar que a fresa seja submetida a cargas elevadas numa determinada área, especialmente em cantos, ranhuras e cavidades, onde o contacto pode aumentar rapidamente.
Os estudos académicos corroboram esse princípio. A investigação sobre o planeamento de percursos de ferramenta de tipo trocoidal descreve o ângulo de engate constante como uma forma de melhorar a estabilidade da fresagem de alta eficiência, especialmente nos casos em que a variação do engate da fresa pode provocar vibrações ou um corte ineficiente.
Os números: como o HEM reduz o tempo de desbaste
O principal benefício do HEM é a redução do tempo do ciclo de desbaste. Na aplicação correta, os ganhos resultam da combinação de três efeitos.
Em primeiro lugar, um pequeno passo lateral reduz a força de corte radial. A ferramenta fica menos encravada no material, pelo que pode mover-se mais rapidamente sem ficar sobrecarregada. Em segundo lugar, um corte axial mais profundo aproveita melhor o comprimento da ranhura, o que distribui o desgaste por toda a fresa, em vez de o concentrar junto à ponta da ferramenta. Em terceiro lugar, o afinamento radial da limalha permite aumentar o avanço programado por dente, mantendo simultaneamente uma espessura adequada da limalha.
É assim que a HEM consegue remover mais material por minuto sem ter de exercer simplesmente mais pressão sobre a ferramenta durante o corte. Em vez de fazer um corte largo e lento, a fresa faz um corte estreito e controlado, com um avanço mais elevado e uma profundidade maior.
Um exemplo simples ilustra por que razão a poupança total de tempo de trabalho depende da peça. Suponhamos que uma peça requer 40 minutos de desbaste, 10 minutos de acabamento e 5 minutos para trocas de ferramentas, medição e manuseamento. Se o HEM reduzir o tempo de desbaste em 60%, o ciclo total passa de 55 minutos para 31 minutos. Se o tempo de desbaste for reduzido em 80%, o ciclo total passa para 23 minutos.
Isso continua a ser uma poupança significativa, mas também demonstra por que razão «desbaste 80% mais rápido» e «ciclo total da peça 80% mais rápido» são afirmações diferentes. A tecnologia HEM tem maior impacto quando o desbaste representa uma grande parte do programa, a remoção de material é elevada e a máquina, o sistema de fixação da peça e as ferramentas permitem apoiar essa estratégia.
O fresamento trocoidal explicado
A fresagem trocoidal é um dos estilos de percurso de ferramenta mais conhecidos do HEM. Em vez de fresar em linha reta através do material com toda a largura da fresa em contacto, a ferramenta move-se numa série de arcos circulares ou em loop. Cada arco remove uma quantidade controlada de material; em seguida, a fresa avança e repete o movimento.
Isto mantém o engate radial baixo e ajuda a manter uma carga de cavacos mais consistente. É especialmente útil ao cortar ranhuras, abrir cavidades, maquinar cantos internos apertados ou trabalhar com materiais mais duros, em que um engate em toda a largura geraria demasiado calor e força.
A Seco Tools descreve a fresagem trocoidal como uma estratégia de percurso espiral que utiliza uma profundidade de corte radial baixa e uma profundidade de corte axial elevada para fresar ranhuras mais largas do que o diâmetro da ferramenta. A Seco também destaca, entre as suas vantagens, a redução radial das limalhas, velocidades de avanço mais rápidas, maior precisão e maior vida útil da ferramenta.
A fresagem trocoidal pode melhorar a vida útil da ferramenta e a estabilidade do processo, bem como a velocidade. A fresa raramente fica enterrada no corte. A ferramenta passa menos tempo em contacto intenso com o material, as limalhas podem ser evacuadas mais facilmente e o programa consegue evitar picos repentinos de carga.
A Iscar destaca também a fresagem trocoidal como uma técnica eficaz para ranhuras profundas, cavidades e cavidades, e como um método promissor para materiais difíceis de usinar, tais como o titânio e as superligas de alta temperatura.
Entre os bons casos de utilização contam-se:
- Ranhuras profundas em que um corte em toda a largura sobrecarregaria a ferramenta.
- Zonas com curvas apertadas onde a aderência aumenta rapidamente.
- Componentes para os setores aeroespacial e médico, bem como para moldes, com elevada remoção de material.
- Materiais resistentes, como o aço inoxidável, o titânio e as ligas de níquel.
- Ferramentas de longo alcance em que o controlo da deflexão é importante.
É menos útil quando a peça apresenta um desbaste muito superficial, uma fixação fraca da peça, baixa aceleração da máquina ou características em que o comprimento adicional do percurso supera a vantagem de um avanço mais elevado.
5 estratégias de HEM que pode aplicar hoje mesmo
Comece com um contacto radial suave
O primeiro passo prático consiste em reduzir o deslocamento lateral. Muitas trajetórias de ferramentas HEM utilizam radialmente uma pequena percentagem do diâmetro da fresa e, em seguida, aumentam a profundidade axial e a velocidade de avanço para aumentar a taxa de remoção de material.
Como referência prática, a Sandvik Coromant recomenda que a profundidade de corte radial máxima na fresagem trocoidal não exceda 20 % do diâmetro da fresa. O valor exato depende do diâmetro da ferramenta, do número de ranhuras, do material, da potência da máquina, do saliente da ferramenta e da estratégia de refrigeração.
Um corte radial mais superficial reduz a carga lateral, mas também altera a relação entre o avanço programado por dente e a espessura real da limalha. Isso conduz diretamente à estratégia seguinte.
Ter em conta o afinamento radial da pastilha
Quando o engate radial diminui, a limalha torna-se mais fina do que o avanço programado por dente poderia sugerir. Se o avanço não for ajustado, a ferramenta pode roçar em vez de cortar de forma limpa. Isso gera calor, um acabamento insatisfatório e desgaste prematuro.
A WIDIA explica que, quando a largura radial de corte é igual ou inferior a 40%, a espessura média da limalha diminui e é necessário aumentar a velocidade de avanço para compensar. Este é um dos aspetos mais importantes da estratégia de maquinagem HEM, uma vez que um corte radial leve só funciona corretamente quando a espessura da limalha é a adequada.
O guia sobre a redução da espessura da limalha da Machining Doctor descreve o mesmo problema subjacente: quando a profundidade de corte radial é inferior ao raio da fresa, a carga de limalha é inferior ao avanço por dente. Na prática, um avanço lateral reduzido não significa automaticamente que a fresa esteja a cortar corretamente. Pode estar a roçar, a menos que o avanço tenha sido definido de acordo com a espessura real da limalha.
Para os programadores, a lição prática é simples: não copiem uma velocidade de avanço convencional para um percurso de ferramenta HEM. Utilizem os dados da ferramenta, uma calculadora de redução de espessura de limalha, as orientações CAM e um processo de teste de segurança.
Aproveite melhor o comprimento da flauta
A técnica HEM foi concebida para utilizar cortes axiais mais profundos. Em vez de desgastar a extremidade da fresa, esta estratégia distribui a carga por uma maior parte da aresta de corte. Com a configuração adequada, isto pode aumentar a remoção de material, melhorando simultaneamente a vida útil da ferramenta.
Isso não significa que todas as operações devam ser realizadas com o comprimento máximo da ranhura. A projeção da ferramenta, a rigidez do porta-ferramentas, o estado da máquina e a configuração da peça são fatores importantes. No caso de ferramentas de longo alcance, reduza a agressividade e esteja atento à vibração. Em configurações mais curtas e rígidas, é com um engate axial mais profundo que o HEM costuma proporcionar os maiores ganhos no desbaste.
O princípio é simples: se a fresa puder utilizar com segurança uma maior parte da sua aresta de corte, a oficina poderá reduzir o número de degraus, distribuir o calor por um comprimento maior da ranhura e remover mais material por passagem.
Escolha a lâmina certa
Uma fresa de uso geral pode servir para testes preliminares, mas a HEM obtém melhores resultados com ferramentas concebidas especificamente para esta estratégia. Opte por fresas de metal duro maciço com uma geometria do núcleo robusta, um número adequado de ranhuras, boa evacuação de aparas, hélice variável ou passo variável e um revestimento adequado ao material.
No caso dos aços e das ligas mais duras, um maior número de canais permite suportar a menor carga de limalha e o estilo de avanço mais elevado utilizados no HEM. No caso do alumínio, um número menor de canais e uma evacuação eficaz das limalhas são, normalmente, mais importantes.
A escolha da ferramenta deve ter em conta toda a configuração. As orientações da Kennametal sobre fresas dinâmicas destacam características como a gestão de aparas, as opções de refrigeração interna e os perfis das ranhuras específicos para cada material. Esses detalhes são importantes porque o HEM produz frequentemente muitas aparas finas a altas velocidades de avanço.
Uma fresa curta e rígida, montada num suporte estável, consegue normalmente suportar um encaixe axial mais agressivo do que uma ferramenta de longo alcance. Uma máquina com aceleração limitada também pode ter dificuldade em manter um movimento suave em arcos pequenos e mudanças de direção, mesmo que a potência do fuso pareça adequada, em teoria.
Gerir as lascas e o calor
O HEM depende de uma evacuação eficaz dos cavacos. A recirculação dos cavacos pode danificar a aresta de corte, danificar a superfície e aumentar a carga sobre a ferramenta. Pode ser necessário recorrer a jato de ar, refrigeração através da ferramenta ou refrigeração a alta pressão, dependendo do material e da fresa.
No caso do alumínio, a prioridade é, muitas vezes, a remoção das limalhas e a prevenção da formação de rebarbas. No que diz respeito aos aços e às ligas resistentes ao calor, a estratégia de refrigeração depende das ferramentas, do revestimento e dos parâmetros de corte. Siga as orientações do fornecedor das ferramentas e, em seguida, valide os resultados na máquina, observando a carga no fuso, o ruído, a cor das limalhas, o desgaste da ferramenta e o acabamento da peça.
A evacuação das limalhas é especialmente importante em cavidades e ranhuras profundas. Nessas características, as limalhas podem ficar retidas junto à fresa e transformar uma estratégia HEM estável numa instável. Se o ruído da máquina se alterar, a carga do fuso aumentar ou as limalhas começarem a acumular-se na zona de corte, reduza a agressividade e ajuste a remoção de limalhas antes de aumentar novamente o avanço.
Como CAM torna o HEM prático
O desafio da fresagem de alta eficiência reside no facto de a ideia ser simples, mas a programação poder ser complexa. Um bom percurso de ferramenta para HEM tem de controlar o contacto da fresa nas curvas, evitar cargas repentinas na fresa, gerir os movimentos de entrada e saída, manter a espessura da limalha e reduzir ao mínimo o corte a vazio.
Isso é difícil de fazer manualmente em qualquer coisa que vá além da geometria simples. CAM modernos ajudam a calcular percursos de ferramenta que reduzem os picos de contacto e ajustam o movimento nas curvas e em elementos estreitos.
A documentação da Autodesk sobre o Adaptive Clearing explica que esta estratégia mantém um contacto constante entre a ferramenta e o material circundante, recorrendo a cortes que minimizam as mudanças bruscas de direção. A Autodesk salienta que isto pode reduzir a probabilidade de quebra da ferramenta e prolongar a sua vida útil.
A página «Dynamic Motion»Mastercam descreve uma abordagem semelhante, baseada nos princípios da maquinação por engate, em passos laterais mais pequenos e numa espessura de limalha consistente. Mastercam que estes percursos de ferramenta permitem taxas de avanço mais elevadas e resultam em ciclos de desbaste e de cavagem mais rápidos em aplicações reais.
Siemens CAM também descreve o «Desbaste Adaptativo 3D» como uma estratégia de corte de alto desempenho que permite cortes profundos e uma carga consistente na ferramenta, com reduções do tempo de ciclo de até 60% em aplicações com materiais duros.
É também aqui queCAM AI CAM podem ajudar os programadores a avaliar as estratégias de maquinagem mais rapidamente. CAM ajuda a gerar estratégias de maquinagem e percursos de ferramenta no âmbito CAM existentes, deixando aos programadores a tarefa de rever e ajustar antes de enviar o trabalho para a máquina.
O ponto-chave é o controlo. O HEM deve continuar a ser simulado, verificado em relação ao sistema de fixação da peça, testado em condições de segurança e ajustado à máquina real. O software pode ajudar a criar um ponto de partida sólido, mas o discernimento do operador continua a ser fundamental.
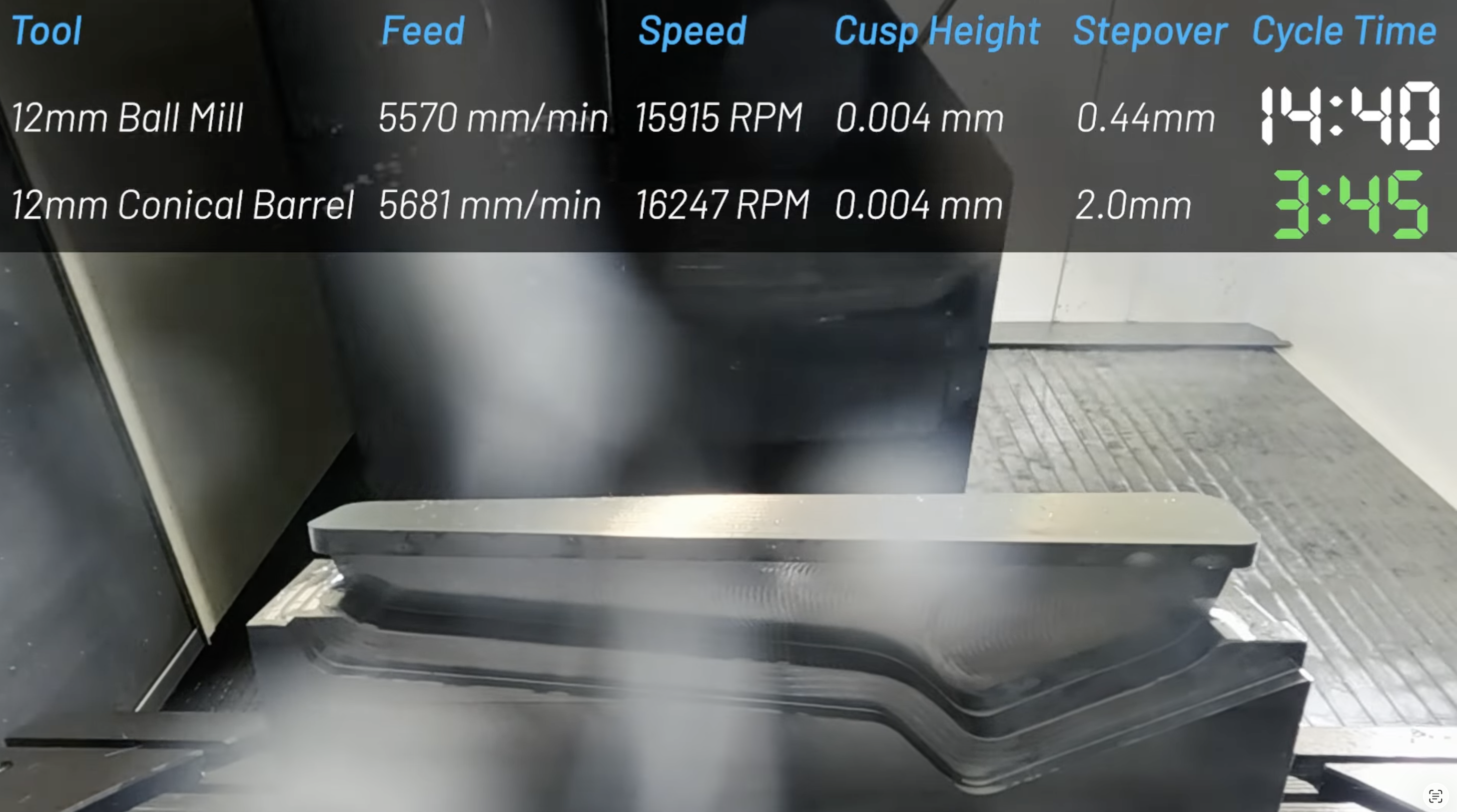
Aqui está um vídeo que mostra algumas técnicas avançadas que utilizamos em peças aeroespaciais complexas com elementos de forma livre na nossa fábrica de Chelmsford:
Erros comuns no HEM e como evitá-los
Usar demasiados passos laterais
O erro mais comum é tratar o HEM como um desbaste convencional com uma velocidade de avanço mais elevada. Se o engate radial for demasiado elevado, as forças de corte aumentam rapidamente e a ferramenta perde a estabilidade que permite o bom funcionamento do HEM. Comece de forma conservadora e aumente apenas quando a formação de aparas, o desgaste da ferramenta e a carga no fuso parecerem estáveis.
Ignorar o afinamento do chip
Os pequenos deslocamentos laterais requerem compensação de avanço. Sem ela, a ferramenta pode roçar, gerar calor e avariar prematuramente. Isto pode fazer com que um programa pareça seguro no papel, mas tenha um desempenho insatisfatório na máquina.
Escolher a geometria errada da ferramenta
Uma fresa com má evacuação de aparas, saliência excessiva ou número incorreto de ranhuras pode comprometer toda a estratégia. Adapte a fresa ao material, à profundidade do encaixe, ao engate radial e ao método de arrefecimento.
Utilizar configurações pouco eficazes de forma demasiado agressiva
O HEM reduz a força de corte radial, mas não elimina a necessidade de rigidez. A fixação da peça, a qualidade do porta-ferramentas, o estado do fuso e a aceleração da máquina influenciam todos o resultado. Se a configuração for flexível, reduza a profundidade axial, o engate radial ou a velocidade de avanço antes de procurar reduzir o tempo de ciclo.
Deixar que os cantos sobrecarreguem a fresa
É nos cantos que, frequentemente, se verificam picos de contacto. Utilize percursos de ferramenta que mantenham um contacto constante, reduzam o deslocamento lateral nos cantos e evitem que a fresa se afunde na peça. Simule o percurso da ferramenta e verifique cuidadosamente quaisquer raios internos apertados.
Esquecer todo o ciclo
A HEM pode transformar o desbaste, mas constitui apenas uma parte do processo global. As passagens de acabamento, as trocas de ferramentas, a sondagem, a remoção de rebarbas, o carregamento e a inspeção continuam a afetar a produção total. Acompanhe o tempo total do ciclo antes e depois da mudança, para que a melhoria seja medida com precisão.
Conclusão final
A fresagem de alta eficiência é uma das formas mais práticas de reduzir o tempo do ciclo de desbaste em máquinas CNC. A estratégia central é simples: reduzir o engate radial, aumentar o engate axial, ter em conta o afinamento da limalha e utilizar percursos de ferramenta que mantenham a carga da fresa estável.
Os melhores resultados obtêm-se quando o HEM é tratado como uma estratégia de maquinagem completa, em vez de uma simples velocidade de avanço mais rápida. É importante adequar a ferramenta ao material, controlar a evacuação das limalhas, simular o percurso, testar com segurança e medir o tempo total do ciclo. Quando a peça se adapta bem, o HEM pode transformar o desbaste da parte mais lenta do programa numa das maiores oportunidades de ganho de produtividade.
Para as equipas que estão a rever a forma como criam estratégias de maquinagem, CAM pode ajudar a gerar percursos de ferramenta no âmbito CAM existentes, dando aos programadores mais tempo para se concentrarem na configuração, validação e melhoria dos processos.