Wstępne obróbka zgrubna to często etap, w którym kryje się czas cyklu obróbki CNC. Wgłębienie, które na rysunku wygląda na proste, po przeniesieniu na maszynę może stać się długą sekwencją głębokich cięć, ostrożnych prędkości posuwu i problemów związanych z zarządzaniem temperaturą. Frezowanie o wysokiej wydajności, często określane skrótem HEM, rozwiązuje ten problem poprzez kontrolowanie stopnia wgłębienia frezu przy jednoczesnym zwiększeniu prędkości posuwu i osiowej głębokości skrawania.
Efekt może być spektakularny. W artykule opublikowanym w magazynie „Modern Machine Shop”, poświęconym technikom frezowania o wysokiej wydajności, zauważono, że w niektórych zastosowaniach czas trwania cyklu obróbki zgrubnej można skrócić nawet o 80%, choć często dotyczy to jedynie określonych elementów detalu.
To jednak wyjaśnia, dlaczego frezowanie o wysokiej wydajności stało się preferowaną strategią obróbki HEM w zakładach, które dążą do skrócenia czasu cyklu obróbki zgrubnej na maszynach CNC. Gdy element, maszyna, uchwyt, frez i CAM są odpowiednio dopasowane, technika HEM pozwala na szybsze usuwanie materiału, jednocześnie wywierając mniejsze skupione obciążenia na narzędzie.
Czym jest frezowanie o wysokiej wydajności?
HEM to strategia zgrubnego skrawania, w której stosuje się mniejszą głębokość skrawania promieniowego, większą głębokość skrawania osiowego oraz wyższą prędkość posuwu niż w wielu konwencjonalnych metodach zgrubnego skrawania. Mówiąc prościej, frez wbija się w materiał na mniejszej szerokości w kierunku poprzecznym, tnie głębiej wzdłuż swojej długości i przemieszcza się szybciej przez materiał.
To połączenie ma znaczenie, ponieważ rozkłada ciepło i zużycie na większą część krawędzi skrawającej. Serwis Machining Doctor wyjaśnia, że głębokość skrawania podczas frezowania ma dwa wymiary: głębokość skrawania promieniowego, czyli wgłębienie prostopadłe do osi narzędzia, oraz głębokość skrawania osiowego, czyli wgłębienie wzdłuż osi narzędzia. W technologii HEM równowaga przesuwa się w kierunku mniejszego wgłębienia promieniowego i głębszego wgłębienia osiowego.
Najważniejsze pojęcia to:
- Promieniowa głębokość skrawania (RDOC): odległość, o jaką narzędzie wkracza w materiał w kierunku poprzecznym.
- Głębokość skrawania osiowego (ADOC): głębokość, na jaką narzędzie wchodzi w materiał wzdłuż swojej osi środkowej.
- Obciążenie wiertła: grubość materiału usuwanego przez każdy ząb.
- Kąt styku: część ostrza, która w danym momencie styka się z obrabianym elementem.
W przypadku ciężkiej obróbki zgrubnej metodą konwencjonalną często stosuje się duży skok frezu i płytsze cięcie osiowe. W technologii HEM zmniejsza się cięcie promieniowe, a zwiększa cięcie osiowe. Firma Kennametal opisuje swoje frezy dynamiczne jako zaprojektowane z myślą o niewielkim zaangażowaniu promieniowym i pełnej długości cięcia, co oddaje podstawową zasadę mechaniczną leżącą u podstaw tej strategii.
Celem jest zapewnienie większej przewidywalności sił skrawania, lepsze wykorzystanie długości rowka oraz uniknięcie nagłych skoków obciążenia narzędzia. Dlatego też metodę HEM często określa się jako podejście oparte na stałym styku. Celem jest zapobieganie nadmiernemu obciążeniu frezu w jednym obszarze, zwłaszcza w narożnikach, rowkach i wnękach, gdzie styku może gwałtownie wzrosnąć.
Wyniki badań naukowych potwierdzają tę zasadę. Badania dotyczące planowania ścieżek narzędzia o charakterze trochoidalnym wskazują, że stały kąt załamania jest sposobem na poprawę stabilności frezowania o wysokiej wydajności, zwłaszcza w sytuacjach, w których zmiana kąta załamania frezu może powodować drgania lub nieefektywne cięcie.
Liczby: jak system HEM skraca czas obróbki zgrubnej
Najważniejszym wskaźnikiem w przypadku technologii HEM jest skrócenie czasu cyklu obróbki zgrubnej. Przy odpowiednim zastosowaniu korzyści wynikają z połączenia trzech czynników.
Po pierwsze, niewielki skok boczny zmniejsza promieniową siłę skrawania. Narzędzie jest mniej zagłębione w materiale, dzięki czemu może poruszać się szybciej bez ryzyka przeciążenia. Po drugie, głębsze cięcie osiowe pozwala wykorzystać większą część długości rowka, co rozkłada zużycie na całej powierzchni frezu, zamiast skupiać je w pobliżu jego końcówki. Po trzecie, promieniowe zmniejszanie grubości wióra pozwala na zwiększenie zaprogramowanego posuwu na ząb przy zachowaniu odpowiedniej grubości wióra.
W ten sposób system HEM pozwala na usuwanie większej ilości materiału na minutę bez konieczności zwiększania nacisku narzędzia podczas cięcia. Zamiast wykonywać szerokie, powolne cięcia, frez wykonuje wąskie, kontrolowane cięcia przy większym posuwie i większej głębokości.
Prosty przykład pokazuje, dlaczego całkowita oszczędność czasu obróbki zależy od danej części. Załóżmy, że obróbka danej części obejmuje 40 minut zgrubnej obróbki, 10 minut obróbki wykańczającej oraz 5 minut na wymianę narzędzi, pomiary sondą i operacje manipulacyjne. Jeśli technologia HEM skróci czas zgrubnej obróbki o 60%, całkowity czas cyklu zmniejszy się z 55 minut do 31 minut. Jeśli czas zgrubnej obróbki skróci się o 80%, całkowity czas cyklu spadnie do 23 minut.
To wciąż znaczna oszczędność, ale pokazuje też, dlaczego hasła „o 80% szybsze obróbka zgrubna” i „o 80% szybszy całkowity cykl obróbki detalu” to dwie różne rzeczy. Technologia HEM przynosi największe korzyści, gdy obróbka zgrubna stanowi znaczną część programu, usuwanie materiału jest intensywne, a maszyna, uchwyt i oprzyrządowanie są w stanie sprostać tej strategii.
Wyjaśnienie frezowania trochoidalnego
Frezowanie trochoidalne jest jednym z najbardziej znanych rodzajów ścieżek narzędzia w technologii HEM. Zamiast frezować prosto przez materiał z wykorzystaniem całej szerokości frezu, narzędzie porusza się po serii pętli lub łuków kołowych. Każdy łuk usuwa kontrolowaną ilość materiału, po czym frez przesuwa się do przodu i powtarza ten ruch.
Dzięki temu stykanie promieniowe jest niewielkie, co pozwala utrzymać bardziej równomierne obciążenie wiórem. Jest to szczególnie przydatne podczas wycinania rowków, wykonywania kieszeni, obróbki ciasnych narożników wewnętrznych lub pracy z twardszymi materiałami, gdzie stykanie na całej szerokości powodowałoby zbyt duże nagrzewanie się narzędzia i zbyt duże siły.
Firma Seco Tools opisuje frezowanie trochoidalne jako strategię spiralnej ścieżki narzędzia, która wykorzystuje małą głębokość skrawania promieniowego i dużą głębokość skrawania osiowego w celu wycinania rowków szerszych niż średnica narzędzia. Wśród zalet tej metody firma Seco wymienia również zmniejszenie grubości wiórów promieniowych, większe prędkości posuwu, większą dokładność oraz dłuższą żywotność narzędzia.
Frezowanie trochoidalne pozwala wydłużyć żywotność narzędzia, zwiększyć stabilność procesu oraz przyspieszyć obróbkę. Frez rzadko zagłębia się w materiale. Narzędzie spędza mniej czasu przy dużym obciążeniu, wióry mogą łatwiej się usuwać, a program pozwala uniknąć nagłych skoków obciążenia.
Firma Iscar podkreśla również, że frezowanie trochoidalne jest skuteczne w przypadku głębokich rowków, kieszeni i wnęk, a także stanowi obiecującą metodę obróbki materiałów trudnych w obróbce, takich jak tytan i superstopów wysokotemperaturowych.
Przykłady dobrych zastosowań to między innymi:
- Głębokie rowki, w których cięcie na całej szerokości spowodowałoby przeciążenie narzędzia.
- Kieszenie o ostrych narożnikach, w których siła sprzężenia szybko rośnie.
- Elementy dla przemysłu lotniczego, medycznego oraz formy charakteryzujące się dużym stopniem obróbki skrawaniem.
- Twarde materiały, takie jak stal nierdzewna, tytan i stopy niklu.
- Narzędzia o dużym zasięgu, w przypadku których istotna jest kontrola ugięcia.
Rozwiązanie to jest mniej przydatne, gdy element wymaga bardzo płytkiego zgrubnego obróbki, mocowanie jest słabe, przyspieszenie maszyny jest niskie lub występują elementy, w przypadku których dodatkowa długość ścieżki przewyższa korzyści wynikające z większego posuwu.
5 strategii HEM, które możesz zastosować już dziś
Zacznij od lekkiego nacisku promieniowego
Pierwszym praktycznym krokiem jest zmniejszenie skoku poprzecznego. Wiele ścieżek narzędzia w technologii HEM wykorzystuje początkowo niewielki procent średnicy frezu w kierunku promieniowym, a następnie zwiększa głębokość osiową i prędkość posuwu, aby podnieść wydajność usuwania materiału.
Jako praktyczną wartość orientacyjną firma Sandvik Coromant zaleca, aby maksymalna głębokość skrawania promieniowego podczas frezowania trochoidalnego nie przekraczała 20% średnicy frezu. Dokładna wartość zależy od średnicy narzędzia, liczby rowków, materiału, mocy maszyny, wysięgu narzędzia oraz strategii chłodzenia.
Lżejszy skok promieniowy zmniejsza obciążenie boczne, ale zmienia również zależność między zaprogramowanym posuwem na ząb a rzeczywistą grubością wiórów. To prowadzi bezpośrednio do kolejnej strategii.
Uwzględnienie promieniowego zmniejszenia grubości wióru
Gdy zmniejsza się głębokość wcięcia promieniowego, wióry stają się cieńsze, niż mogłoby to wynikać z zaprogramowanego posuwu na ząb. Jeśli posuw nie zostanie dostosowany, narzędzie może ocierać się o materiał zamiast wykonywać czyste cięcie. Powoduje to nagrzewanie się narzędzia, słabą jakość wykończenia oraz przedwczesne zużycie.
Firma WIDIA wyjaśnia, że gdy szerokość cięcia promieniowego wynosi 40% lub mniej, średnia grubość wióru zmniejsza się i w celu skompensowania tego zjawiska należy zwiększyć posuw. Jest to jeden z najważniejszych aspektów strategii obróbki metodą HEM, ponieważ lekkie cięcie promieniowe działa prawidłowo tylko wtedy, gdy grubość wióru jest odpowiednia.
W przewodniku „Machining Doctor” poświęconym zmniejszaniu grubości wiórów opisano tę samą podstawową zasadę: gdy promieniowa głębokość skrawania jest mniejsza niż promień frezu, obciążenie wiórem jest mniejsze niż posuw na ząb. W praktyce niewielki skok poprzeczny nie oznacza automatycznie, że frez skrawuje prawidłowo. Może dochodzić do ocierania, o ile posuw nie został ustawiony odpowiednio do rzeczywistej grubości wióra.
Dla programistów praktyczna wskazówka jest prosta: nie należy kopiować standardowej prędkości posuwu do ścieżki narzędzia w systemie HEM. Należy korzystać z danych dotyczących oprzyrządowania, kalkulatora zmniejszania grubości wiórów, wytycznych CAM oraz bezpiecznego procesu weryfikacji.
Wykorzystaj większą część długości fletu
Technika HEM została zaprojektowana z myślą o wykonywaniu głębszych cięć osiowych. Strategia ta, zamiast powodować zużycie końcówki frezu, rozkłada obciążenie na większą część krawędzi skrawającej. Przy odpowiedniej konfiguracji pozwala to zwiększyć wydajność usuwania materiału, poprawiając jednocześnie trwałość narzędzia.
Nie oznacza to jednak, że każda operacja powinna być wykonywana przy maksymalnej długości ostrza. Istotne znaczenie mają: wysięg narzędzia, sztywność uchwytu, stan maszyny oraz ustawienie obrabianego elementu. W przypadku narzędzi o dużym zasięgu należy zmniejszyć intensywność obróbki i zwracać uwagę na drgania. W przypadku krótszych, sztywnych zestawów największe korzyści w zakresie obróbki zgrubnej technologia HEM często zapewnia właśnie przy głębszym osadzeniu osiowym.
Zasada jest prosta: jeśli frez może bezpiecznie wykorzystać większą część swojej krawędzi tnącej, zakład może zmniejszyć liczbę stopni, rozłożyć ciepło na dłuższy odcinek rowka i usunąć więcej materiału podczas jednego przejścia.
Wybierz odpowiednią frezarkę
Frezy trzpieniowe ogólnego przeznaczenia mogą sprawdzić się podczas wstępnych prób, jednak w przypadku obróbki HEM najlepsze wyniki zapewniają narzędzia zaprojektowane specjalnie z myślą o tej strategii. Należy szukać frezów trzpieniowych z węglika spiekanego o solidnej geometrii rdzenia, odpowiedniej liczbie rowków, dobrym odprowadzaniu wiórów, zmiennej spirali lub zmiennym skoku oraz powłoce dostosowanej do danego materiału.
W przypadku stali i twardszych stopów większa liczba rowków pozwala na stosowanie mniejszej ilości wiórów i większego posuwu, charakterystycznych dla technologii HEM. W przypadku aluminium zazwyczaj większe znaczenie ma mniejsza liczba rowków oraz skuteczne odprowadzanie wiórów.
Wybór narzędzia powinien uwzględniać całą konfigurację. Wskazówki firmy Kennametal dotyczące frezów dynamicznych zwracają uwagę na takie cechy, jak system odprowadzania wiórów, opcje wewnętrznego chłodzenia oraz kształty rowków dostosowane do konkretnego materiału. Te szczegóły mają znaczenie, ponieważ proces HEM często generuje wiele cienkich wiórów przy wysokich prędkościach posuwu.
Krótkie, sztywne frezy w stabilnym uchwycie zazwyczaj pozwalają na bardziej agresywne osiowe wchodzenie w materiał niż narzędzia o dużym zasięgu. Maszyna o ograniczonym przyspieszeniu może również mieć trudności z utrzymaniem płynnego ruchu podczas pokonywania niewielkich łuków i zmian kierunku, nawet jeśli moc wrzeciona wydaje się wystarczająca w teorii.
Zarządzanie chipami i temperaturą
Skuteczność procesu HEM zależy od sprawnego odprowadzania wiórów. Krążące wióry mogą uszkodzić krawędź tnącą, zniszczyć powierzchnię obrabianego przedmiotu oraz zwiększyć obciążenie narzędzia. W zależności od materiału i frezu konieczne może być zastosowanie strumienia powietrza, chłodziwa przepływającego przez narzędzie lub chłodziwa pod wysokim ciśnieniem.
W przypadku aluminium priorytetem jest często usuwanie wiórów i zapobieganie tworzeniu się nawarstwień na krawędziach. W przypadku stali i stopów żaroodpornych strategia stosowania chłodziwa zależy od narzędzi, powłoki oraz parametrów skrawania. Należy postępować zgodnie z wytycznymi dostawcy narzędzi, a następnie zweryfikować ustawienia na maszynie, zwracając uwagę na obciążenie wrzeciona, odgłosy, kolor wiórów, zużycie narzędzia oraz jakość wykończenia detalu.
Odprowadzanie wiórów ma szczególne znaczenie w przypadku głębokich kieszeni i rowków. W takich miejscach wióry mogą utknąć w pobliżu frezu i sprawić, że stabilna strategia HEM stanie się niestabilna. Jeśli zmieni się odgłos pracy maszyny, wzrośnie obciążenie wrzeciona lub wióry zaczną się gromadzić w miejscu cięcia, należy zmniejszyć agresywność obróbki i skorygować odprowadzanie wiórów przed ponownym zwiększeniem posuwu.
W jaki sposób CAM sprawia, że HEM staje się praktycznym rozwiązaniem
Wyzwaniem związanym z frezowaniem o wysokiej wydajności jest to, że sama koncepcja jest prosta, ale programowanie może być skomplikowane. Dobra ścieżka narzędzia w frezowaniu o wysokiej wydajności musi kontrolować kontakt narzędzia z materiałem na zakrętach, unikać nagłego obciążenia frezu, odpowiednio zarządzać ruchami wejścia i wyjścia, utrzymywać stałą grubość wiórów oraz ograniczać do minimum cięcie na sucho.
Trudno to wykonać ręcznie w przypadku elementów wykraczających poza prostą geometrię. Nowoczesne CAM pomagają w tym, obliczając ścieżki narzędzia, które ograniczają skoki obciążenia oraz dostosowują ruch podczas obróbki narożników i wąskich elementów.
W dokumentacji funkcji Adaptive Clearing firmy Autodesk wyjaśniono, że strategia ta zapewnia stały kontakt narzędzia z otaczającym materiałem, wykorzystując przy tym cięcia, które minimalizują gwałtowne zmiany kierunku. Firma Autodesk zwraca uwagę, że może to zmniejszyć ryzyko złamania narzędzia i wydłużyć jego żywotność.
Na stronie „Dynamic Motion”Mastercam opisano podobne podejście oparte na zasadach obróbki z wgryzaniem, mniejszych skokach poprzecznych i stałej grubości wiórów. Mastercam , że ścieżki narzędzia tego typu pozwalają na stosowanie wyższych prędkości posuwu oraz zapewniają szybsze cykle zgrubowania i wycinania kieszeni w rzeczywistych zastosowaniach.
Siemens CAM opisuje również „3D Adaptive Roughing” jako wysokowydajną strategię skrawania, która umożliwia wykonywanie głębokich cięć i zapewnia stałe obciążenie narzędzia, a także pozwala skrócić czas cyklu nawet o 60% w przypadku obróbki twardych materiałów.
Właśnie w tym zakresieCAM AI CAM mogą wspierać programistów, umożliwiając im szybszą ocenę strategii obróbki. CAM pomaga generować strategie obróbki i ścieżki narzędzi w ramach istniejących CAM , pozostawiając programistom możliwość sprawdzenia i dostosowania ich przed wysłaniem zadania do maszyny.
Najważniejsza jest kontrola. Proces HEM należy nadal symulować, zweryfikować pod kątem mocowania obrabianego elementu, przetestować pod kątem bezpieczeństwa i dostosować do konkretnej maszyny. Oprogramowanie może pomóc w stworzeniu solidnej podstawy, ale kluczową rolę nadal odgrywa ocena operatora.
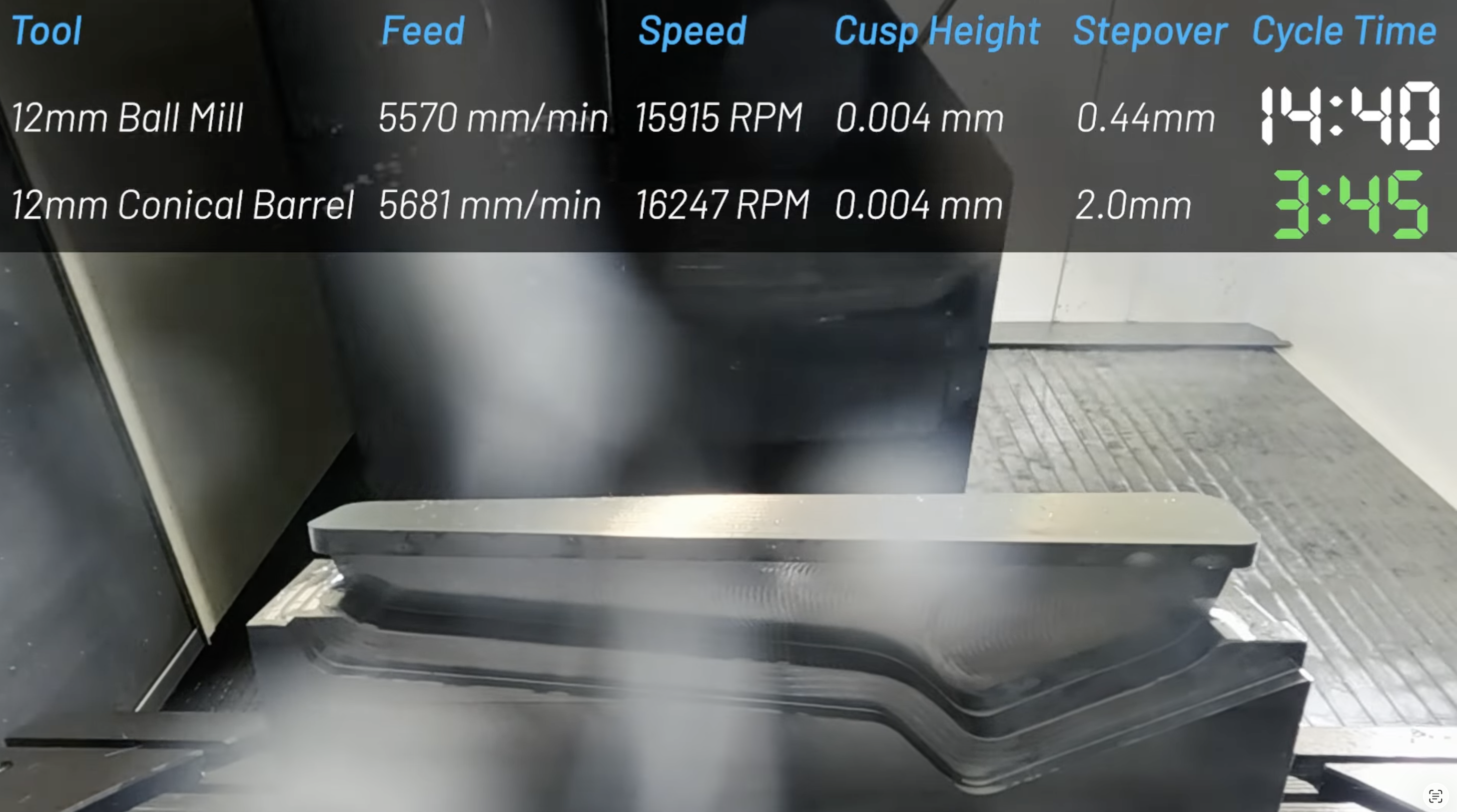
Oto film przedstawiający niektóre zaawansowane techniki, które stosujemy w naszej fabryce w Chelmsford przy produkcji skomplikowanych elementów lotniczych zawierających elementy o dowolnym kształcie:
Typowe błędy związane z HEM i jak ich unikać
Zbyt częste stosowanie techniki „stepover”
Najczęstszym błędem jest traktowanie obróbki HEM jak zwykłej obróbki zgrubnej z większą prędkością posuwu. Jeśli głębokość wcięcia promieniowego jest zbyt duża, siły skrawania gwałtownie rosną, a narzędzie traci stabilność, która jest warunkiem skuteczności obróbki HEM. Należy zacząć od ostrożnych ustawień, a następnie zwiększać je dopiero wtedy, gdy kształt wiórów, zużycie narzędzia i obciążenie wrzeciona wydają się stabilne.
Pomijanie przerzedzania wióra
W przypadku małych przesunięć bocznych konieczna jest kompensacja posuwu. Bez niej narzędzie może ocierać się o obrabiany element, generować ciepło i przedwcześnie ulec uszkodzeniu. Może to sprawić, że program będzie wyglądał na bezpieczny na papierze, a podczas realizacji na maszynie będzie działał nieprawidłowo.
Wybór niewłaściwej geometrii narzędzia
Frez o słabym odprowadzaniu wiórów, zbyt dużym wysunięciu lub niewłaściwej liczbie rowków może ograniczyć skuteczność całej strategii. Należy dobrać frez odpowiednio do materiału, głębokości kieszeni, głębokości wcięcia promieniowego oraz sposobu doprowadzania chłodziwa.
Zbyt agresywne stosowanie słabych układów
System HEM zmniejsza promieniową siłę skrawania, ale nie eliminuje konieczności zapewnienia sztywności. Na wynik mają wpływ: mocowanie obrabianego elementu, jakość uchwytu narzędziowego, stan wrzeciona oraz przyspieszenie maszyny. Jeśli konfiguracja jest elastyczna, przed dążeniem do skrócenia czasu cyklu należy zmniejszyć głębokość osiową, promieniowe wgryzanie lub prędkość posuwu.
Dopuszczenie do przeciążenia frezu w narożnikach
W narożnikach często dochodzi do gwałtownych wzrostów siły docisku. Należy stosować ścieżki narzędzia zapewniające stałą siłę docisku, ograniczyć przesuw poprzeczny w narożnikach oraz unikać zbyt głębokiego zanurzenia frezu. Należy przeprowadzić symulację ścieżki narzędzia i dokładnie sprawdzić wszystkie ciasne promienie wewnętrzne.
Zapomnienie o całym cyklu
Technologia HEM może zrewolucjonizować obróbkę zgrubną, ale stanowi ona jedynie jeden z elementów całego procesu. Przejścia wykańczające, wymiana narzędzi, pomiary sondą, gratowanie, załadunek i kontrola nadal mają wpływ na całkowitą wydajność. Należy monitorować całkowity czas cyklu przed i po wprowadzeniu zmiany, aby dokładnie zmierzyć osiągniętą poprawę.
Podsumowanie
Frezowanie o wysokiej wydajności to jeden z najbardziej praktycznych sposobów skrócenia czasu cyklu obróbki zgrubnej na maszynach CNC. Podstawowa strategia jest prosta: należy zmniejszyć obciążenie promieniowe, zwiększyć obciążenie osiowe, uwzględnić zmniejszenie grubości wiórów oraz stosować ścieżki narzędzia, które zapewniają stabilne obciążenie frezu.
Najlepsze wyniki osiąga się, gdy HEM traktuje się jako kompleksową strategię obróbki, a nie tylko jako pojedynczą, szybszą prędkość posuwu. Należy dobrać narzędzie do materiału, kontrolować odprowadzanie wiórów, przeprowadzić symulację ścieżki obróbki, przeprowadzić bezpieczną weryfikację i zmierzyć całkowity czas cyklu. Gdy obrabiany element jest odpowiednio dopasowany, technika HEM może sprawić, że zgrubna obróbka, która dotychczas była najwolniejszym etapem programu, stanie się jedną z największych szans na wzrost wydajności.
Zespołom analizującym sposób tworzenia strategii obróbki CAM może pomóc w generowaniu ścieżek narzędzi w ramach istniejących CAM , dzięki czemu programiści zyskują więcej czasu na skoncentrowanie się na konfiguracji, walidacji i usprawnianiu procesów.